ГОСТ 30765-2001
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТАРА ТРАНСПОРТНАЯ МЕТАЛЛИЧЕСКАЯ
Общие технические условия
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 385 «Материалы лакокрасочные на природных связующих Растворители Сиккативы Вспомогательные материалы Упаковка, маркировка и транспортирование лакокрасочных материалов»
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации метрологии и сертификации (протокол № 20 от 1 ноября 2001 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Грузия |
Грузгосстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Главгосслужба «Туркменетандартлары» |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3. Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 22 октября 2002 г № 385-ст межгосударственный стандарт ГОСТ 30765-2001 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2003 г
ВВЕДЕН ВПЕРВЫЕ
Содержание
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТАРА ТРАНСПОРТНАЯ МЕТАЛЛИЧЕСКАЯ
Общие технические условия
Metal transport packagings. General specifications
Дата введения 2003-07-01
1 Область применения
Настоящий стандарт распространяется на транспортную металлическую тару (далее - тару): барабаны, бочки, фляги, канистры, предназначенную для упаковывания, транспортирования и хранения химической и пищевой продукции.
Настоящий стандарт устанавливает основные требования к таре и методам их контроля, правила при транспортировании и хранении.
Стандарт должен применяться при разработке нормативных документов на тару для конкретных видов продукции.
Обязательные требования к качеству тары установлены в 5.2.1, 5.2.2.2, 5.2.2.3, 5.2.2.7, 5.2.3.10, 5.2.3.11, 5.5.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения.
ГОСТ 9.104-79 Единая система зашиты от коррозии и старения. Покрытия лакокрасочные. Группы условий эксплуатации.
ГОСТ 9.302-88 (ИСО 1463-82, ИСО 2064-80, ИСО 2106-82, ИСО 2128-76, ИСО 2177-85, ИСО 2178-82, ИСО 2360-82, ИСО 2361-82, ИСО 2819-80, ИСО 3497-76, ИСО 3543-81, ИСО 3613-80, ИСО 3882-86, ИСО 3892-80, ИСО 4516-80, ИСО 4518-80, ИСО 4522-1-85, ИСО 4522-2-85, ИСО 4524-1-85, ИСО 4524-3-85, ИСО 4524-5-85, ИСО 8401-86) Единая система защиты от коррозии и старения. Покрытия лакокрасочные и неметаллические неорганические. Методы контроля.
ГОСТ 9.307-89 Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля.
ГОСТ 9.402-80 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием.
ГОСТ 40.9001-88* Система качества. Модель для обеспечения качества при проектировании и/или разработке, производстве, монтаже и обслуживании.
ГОСТ 40.9002-88** Система качества. Модель для обеспечения качества при производстве и монтаже.
_____________
* На территории Российской Федерации действует ГОСТ Р ИСО 9001-2001.
** На территории Российской Федерации действует ГОСТ Р ИСО 9002-96.
ГОСТ 40.9003-88* Система качества. Модель для обеспечения качества при окончательном контроле и испытаниях
ГОСТ 103-76 Полоса стальная горячекатаная. Сортамент
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 481-80 Паронит и прокладки из него. Технические условия
ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали. Технические условия
ГОСТ 535-88 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 792-67 Проволока низкоуглеродистая качественная. Технические условия
ГОСТ 860-75 Олово. Технические условия
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1583-93 Сплавы алюминиевые литейные. Технические условия
ГОСТ 2084-77** Бензины автомобильные. Технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3640-94 Цинк. Технические условия
ГОСТ 4152-89 Вода питьевая Метод определения массовой концентрации мышьяка
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5582-75 Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Технические условия
ГОСТ 5631-79 Лак БТ-577 и краска БТ-177. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5949-75 Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические требования
ГОСТ 5971-78 Эмали для приборов. Технические условия
ГОСТ 6009-74 Лента стальная горячекатаная. Технические условия
ГОСТ 6465-76 Эмали ПФ-115. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 6631-74 Эмали марок НЦ-132. Технические условия
ГОСТ 6745-79 Эмаль ГФ-1426. Технические условия
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7293-85 Чугун с шаровидным графитом для отливок Марки
ГОСТ 7313-75 Эмали ХВ-785 и лакХВ-784. Технические условия
ГОСТ 7338-90 Пластины резиновые и резинотканевые. Технические условия
ГОСТ 7350-77 Сталь толстолистовая коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 8017-74 Лак БТ-99. Технические условия
ГОСТ 8448-78 Бензол каменноугольный и сланцевый. Технические условия
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
____________
* На территории Российской Федерации действует ГОСТ Р ИСО 9003-96.
** На территории Российской Федерации см также ГОСТ Р 51105-97 с Изменением № 1.
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9109-81 Грунтовка ФЛ-О3К и ФЛ-О3Ж. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 9754-76 Эмали МЛ-12. Технические условия
ГОСТ 10007-80 Фторопласт-4. Технические условия
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10277-90 Шпатлевка. Технические условия
ГОСТ 11069-2001 Алюминий первичный. Марки
ГОСТ 11070-74 Чушки первичного алюминия. Технические условия
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с иеной деления 0,01 и 0,1 мм. Технические условия
ГОСТ 12026-76 Бумага фильтровальная, лабораторная. Технические условия
ГОСТ 12085-88 Мел природный обогащенный. Технические условия
ГОСТ 13078-81 Стекло натриевое жидкое. Технические условия
ГОСТ 13345-85 Жесть. Технические условия
ГОСТ 13726-97 Ленты из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 13841-95 Ящики из гофрированного картона для химической продукции. Технические условия
ГОСТ 14039-78 Поливинилхлорид эмульсионный. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14918-80 Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 15895-77* Статистические методы управления качеством продукции. Термины и определения
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 17133-83 Пластины резиновые для изделий, контактирующих с пищевыми продуктами. Технические условия
ГОСТ 17305-91 Проволока из углеродистой конструкционной стали. Технические условия
ГОСТ 17527-86 Упаковка. Термины и определения
ГОСТ 18242-72** Статистический приемочный контроль по альтернативному признаку. Планы контроля
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 18425-73 Тара транспортная наполненная. Метод испытания на удар при свободном падении
ГОСТ 18573-86 Ящики деревянные для продукции химической промышленности. Технические условия
_____________________
* На территории Российской Федерации действуют ГОСТ Р 50779.10-2000 и ГОСТ Р 50779.11-2000.
** На территории Российской Федерации действует ГОСТ Р 50779.71-99.
ГОСТ 18992-80 Дисперсия поливинилацетатная гомополимерная грубодисперсная. Технические условия
ГОСТ 19433-88 Грузы опасные. Классификация и маркировка
ГОСТ 19729-74 Тальк молотый для производства резиновых изделий и пластических масс. Технические условия
ГОСТ 19851-74 Лента резаная из холоднокатаного проката. Технические условия
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 21140-88 Тара. Система размеров
ГОСТ 21631-76 Листы из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие технические требования
ГОСТ 23494-79 Грунтовка ХС-059, эмали ХС-759, лак ХС-724. Технические условия
ГОСТ 23760-79 Эмали МЧ-145. Технические условия
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25014-81 Тара транспортная наполненная. Методы испытания прочности при штабелировании
ГОСТ 26319-84 Грузы опасные. Упаковка
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 29329-92 Весы для статического взвешивания. Общие технические требования
3 Определения
В настоящем стандарте применяют термины по ГОСТ 15895, ГОСТ 16504, ГОСТ 17527 и ГОСТ 26319, а также следующие термины с соответствующими определениями:
3.1 барабан: Транспортная тара с гладким или гофрированным корпусом цилиндрической или усеченного конуса формы, без обручей катания, с гладким или гофрированным, плоским или выпуклым дном.
3.2 тара со съемным верхним дном: Тара, верхнее дно (крышка) которой снимается полностью.
3.3 тара узкогорлая: Тара (барабан, бочка, фляга, канистра), диаметр любой горловины (для наполнения, опорожнения или вентиляции) которой не превышает 70 мм.
3.4 тара широкогорлая: Тара (барабан, бочка, фляга, канистра), которая имеет горловину более 70 мм.
3.5 корпус: Деталь тары, образующая ее стенку после сборки.
3.6 верхнее дно: Деталь тары (несъемная или съемная), образующая с корпусом закрытый верхний торец.
3.7 нижнее дно: Несъемная деталь тары, образующая с корпусом закрытый нижний торец.
3.8 обруч катания: Деталь тары, прикрепляемая к корпусу тары и обеспечивающая ее сохранность при перекатывании тары.
3.9 обруч концевой: Деталь тары, предназначенная для усиления соединения доньев с корпусом.
3.10 обруч стяжной: Деталь тары, предназначенная для крепления верхнего съемного дна тары.
3.11 гофр: Элемент тары, образованный не менее чем тремя местами изгиба, два из которых имеют кривизну разных знаков. Между местами изгиба гофра могут быть прямые участки.
3.12 зиг: Гофр, выполненный на поверхности корпуса тары.
3.13 рельеф жесткости: Гофр, расположенный на поле доньев тары и служащий для увеличения жесткости доньев.
3.14 горловина: Верхнее отверстие тары.
3.15 код тары: Обозначение тары по ГОСТ 26319.
3.16 серийный образец тары: Образец тары, выпуск которого повторяется в течение продолжительного времени.
3.17 партия тары: Количество тары одного вида, типа и исполнения, одной вместимости и одного размера, изготовленное по одной технологии, из одного материала в течение определенного интервала времени (одной смены).
3.18 уровень несоответствия в партии тары: Показатель качества партии продукции, выраженный в виде процента несоответствующих единиц тары в партии, либо в виде числа несоответствий на сто единиц тары в партии.
3.19 процент несоответствующих единиц тары: Число несоответствующих единиц тары среди предъявленных, деленное на общее число предъявленных единиц тары и умноженное на 100.
3.20 число несоответствий на 100 единиц тары: Число, несоответствий, содержащихся в предъявленных единицах тары, деленное на общее число предъявленных единиц тары и умноженное на 100 (в любой единице тары возможны одно или несколько несоответствий).
3.21 нормативный уровень несоответствий NQL: Граничное значение уровня несоответствий в партии, определяющее критерии ее качества Партию, уровень несоответствия в которой не превышает NQL, признают приемлемой для поставки и использования по назначению.
3.22 риск потребителя при контроле поставщика: Максимальная вероятность принятия по результатам контроля поставщика решения о соответствии для партии тары, несоответствующей требованиям к ее качеству, при заданном поставщиком плане контроля.
3.23 риск поставщика при контроле потребителя: Максимальная вероятность принятия по результатам контроля потребителя решения о несоответствии для партии тары, соответствующей требованиям к ее качеству, при заданном потребителем плане контроля.
3.24 допустимые план или схема статистического приемочного контроля поставщика: План или схема контроля, удовлетворяющая ограничению на риск потребителя при контроле поставщика.
3.25 допустимый план статистического приемочного контроля потребителя: План контроля, удовлетворяющий ограничению на риск поставщика при контроле потребителя.
3.26 степень доверия: Характеристика, определяющая весомость априорных, дополнительных и косвенных доказательств способности поставщика обеспечить выполнение требований к качеству партий тары
3.27 правило переключения: Правило перехода от нормального контроля на ослабленный контроль или с ослабленного контроля на нормальный контроль.
4 Классификация, основные параметры и размеры
4.1 Тара должна изготовляться видов, типов и исполнений в соответствии с таблицей 1
Таблица 1
|
Вид тары и ее обозначение |
Тип тары |
Номер рисунка |
Материал |
Исполнение |
Код по ГОСТ 26319 |
|
Барабаны БН |
I - цилиндрические |
1 |
Сталь |
Узкогорлые |
1А1 |
|
Широкогорлые |
1А2 |
||||
|
Со съемным верхним дном |
1А2 |
||||
|
II - конические |
2 |
Сталь |
Со съемным верхним дном |
1А2 |
|
|
Бочки БЧ |
I - с гофрами на корпусе |
3 |
Сталь |
Узкогорлые |
1А1 |
|
Со съемным верхним дном |
1А2 |
||||
|
II - с обручами катания на корпусе |
4 |
Сталь |
Узкогорлые |
1А1 |
|
|
Алюминии |
Узкогорлые |
1В1 |
|||
|
Широкогорлые |
1В2 |
||||
|
Фляги ФЛ |
I - без опорных обручей |
5 |
Сталь |
Широкогорлые |
1А2 |
|
II - с опорными обручами |
6 |
Сталь |
Широкогорлые |
1А2 |
|
|
Алюминии |
Широкогорпые |
1В2 |
|||
|
Канистры КН |
I - со смешенной горловиной |
7 |
Сталь |
Узкогорлые |
3А1 |
|
Алюминии |
Узкогорлые |
3В1 |
|||
|
II - с центральной горловиной |
8 |
Сталь |
Узкогорлые |
3А1 |
|
|
Широкогорлые |
3А2 |
||||
|
Алюминий |
Узкогорлые |
3В1 |
|||
|
Широкогорлые |
3В2 |
Целесообразность изготовления тары других типов и исполнений устанавливают в нормативных документах на тару для конкретных видов продукции.
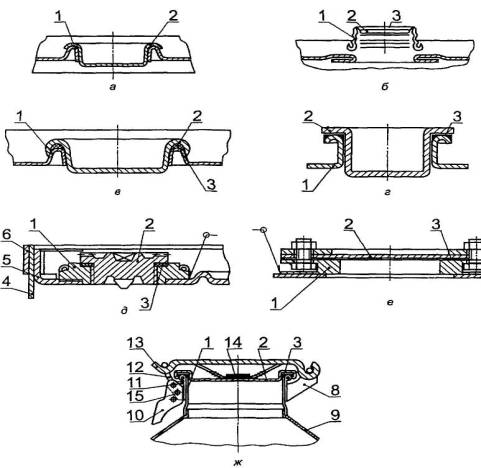
4.2 Рекомендуемые конструкции, параметры и размеры тары представлены на рисунках 1-8 и в приложении А.
|
|
|
|
|
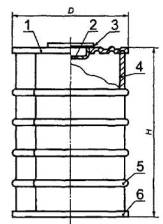
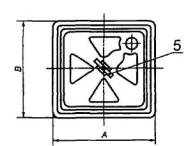
1 - несъемное верхнее дно; |
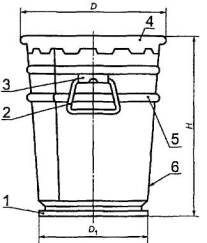
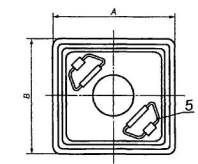
1 - нижнее дно; 2 - ручка; 3 - накладка; |
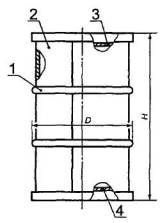
1 - гофр; 2 - корпус; |
|
2 - крышка; 3 - прокладка; |
для крепления ручки; 4 - съемное верхнее |
3, 4 - донья |
|
4 - корпус; 5 - гофр; 6 - нижнее дно |
дно (тип II); 5 - гофр; 6 - корпус |
|
|
Рисунок 1 - Барабан типа I цилиндрический |
Рисунок 2 - Барабан типа II |
Рисунок 3 - Бочка типа I с гофрами на корпусе |
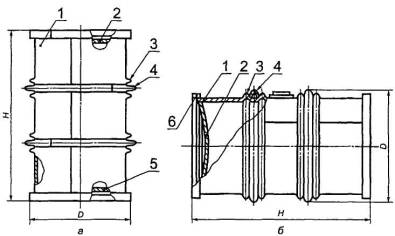
1 - корпус; 2, 5 - донья; 3
- зиг; 4 - обруч катания; 6
- обруч концевой
а - бочка со сливоналивной горловиной на верхнем дне;
б - бочка со сливоналивной горловиной на корпусе
Рисунок 4 - Бочки типа II с обручами на корпусе
|
|
|
|
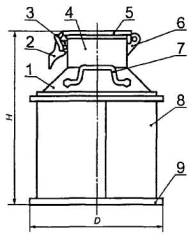
1 - конус; 2 - карабин; 3 - передний кронштейн; 4 - горловина, 5 - крышка; 6 - задний кронштейн; 7 - ручка, 8 - корпус; 9 - дно |
1 - опорный обруч; 2 - дно; 3 - корпус;, 4 - карабин; 5 - передний кронштейн; 6 - горловина; 7- крышка; 8 - прижим; 9 - ручка, 10 - верхний обруч {для фляг IB2); 11- задний кронштейн |
|
Рисунок 5 - Фляга типа I без опорных обручей |
Рисунок 6 - Фляга типа II с опорными обручами |
|
|
|
|
|
|
|
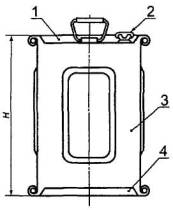
1- верхнее дно, 2 - крышка, 3 - корпус, 4 - нижнее дно, 5 - ручка |
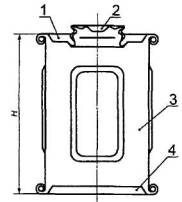
1 - верхнее дно, 2 - крышка, 3 - корпус, 4 - нижнее дно, 5- ручка |
|
Рисунок 7 - Канистра типа I со смешенной горловиной |
Рисунок 8 - Канистра типа II с центральной горловиной |
Размеры тары устанавливают с учетом требований ГОСТ 21140.
4.3 Предельные отклонения по размерам тары: для барабанов, бочек и фляг:
- по диаметру - от минус 5 до 0 мм;
- по высоте - от минус 5 до плюс 5 мм; для канистр;
- по длине, ширине и высоте - от минус 3 до плюс 3 мм.
4.4 Вместимость тары указывают в нормативных документах на тару для конкретных видов продукции.
Вместимость барабанов, бочек и фляг не должна превышать 450 дм3, а канистр - 60 дм3.
4.5 Массу тары указывают в рабочих чертежах, утвержденных в установленном порядке.
4.6 Предельные отклонения по размерам деталей тары указывают в нормативных документах на тару для конкретных видов продукции или в рабочих чертежах, утвержденных в установленном порядке.
4.7 Применение тары для упаковывания различных видов продукции указано в приложении Б.
4.8 Условное обозначение тары должно содержать: обозначение тары, тип тары, код тары (для тары со съемным верхним дном после кода указывают буквы СД), вместимость тары, обозначение настоящего стандарта.
Примеры условных обозначений:
Барабан типа I, стальной узкогорлый, вместимостью 40 дм3:
БН I-1А1-40 ГОСТ 30765-2001
То же, широкогорлый:
БН I-1A2-40 ГОСТ 30765-2001
То же, типа II, со съемным верхним дном, вместимостью 55 дм3:
БН II-1А2 СД-55 ГОСТ 30765-2001
Бочка типа II, стальная, узкогорлая, вместимостью 100 дм3:
БЧII-1А1-100 ГОСТ 30765-2001
То же, типа I, со съемным верхним дном, вместимостью 200 дм3:
БЧ1-1А2 СД-200 ГОСТ 30765-2001
Бочка типа II, алюминиевая, узкогорлая, вместимостью 110 дм3:
БЧ II- 1В1-110 ГОСТ 30765-2001
Бочка типа II, алюминиевая, широкогорлая, вместимостью 275 дм3:
БЧ II-1B2-275 ГОСТ 30765-2001
Фляга типа I, стальная, широкогорлая, вместимостью 40 дм3:
ФЛ I-1A2-40 ГОСТ 30765-2001
То же, типа II, алюминиевая, вместимостью 25 дм3:
ФЛ II-1В2-25 ГОСТ 30765-2001
Канистра типа I, стальная, узкогорлая, вместимостью 18 дм3:
КН I-31-18 ГОСТ 30765-2001
То же, типа II, широкогорлая:
КН II-3A2-18 ГОСТ 30765-2001
Канистра типа I, алюминиевая, узкогорлая, вместимостью 20 дм3:
КН I-3B1-20 ГОСТ 30765-2001
То же, типа II, широкогорлая:
КН II -ЗВ2-20 ГОСТ 30765-2001
5 Общие технические требования
5.1 Тара должна соответствовать требованиям настоящего стандарта и изготовляться по нормативным документам на тару для конкретных видов продукции и рабочим чертежам, утвержденным в установленном порядке.
Тара, предназначенная для упаковывания, транспортирования и хранения опасных грузов по ГОСТ 19433, должна соответствовать требованиям ГОСТ 26319.
5.2 Характеристики
5.2.1 Детали тары изготовляют из цельных заготовок.
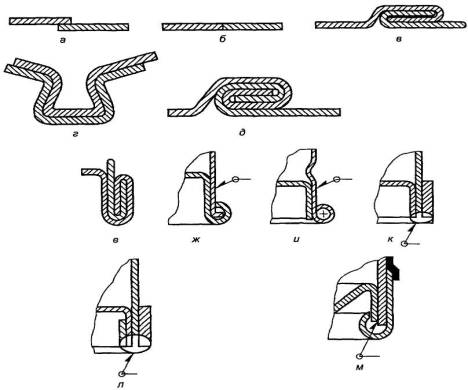
5.2.2 Требования к швам соединений деталей тары
5.2.2.1 Тара должна изготовляться со сварными, фальцовыми и закаточными швами.
Швы соединений деталей тары должны соответствовать указанным в приложении В.
Конструкцию шва определяет изготовитель в соответствии с нормативными документами на тару для конкретных видов продукции в зависимости от назначения тары и характера упаковываемой продукции.
5.2.2.2 Сварные швы должны быть плотными, прочными и герметичными.
У сварных швов не должно быть прожогов металла, наплывов и непроваренных участков.
Прочность швов на растяжение должна быть не менее нижнего предела прочности основного материала.
5.2.2.3 На поверхности фальцовых продольных швов не допускаются острые кромки, заусенцы и складки металла.
5.2.2.4 Сварные соединения деталей тары должны быть выполнены видами сварки, указанными в таблице 2.
Таблица 2 - Виды сварки для соединения деталей тары
|
Соединение деталей тары |
Материал |
Толщина металла, мм |
Вид сварки |
|
Сварка продольного шва корпуса |
Сталь |
0,35-4,0 |
Контактная шовная по ГОСТ 15878 |
|
0,5-4,0 |
Дуговая в защитном инертном газе по ГОСТ 14771 |
||
|
Сварка обручей катания и концевых обручей |
Сталь |
0,5-4,0 |
Дуговая в углекислом газе по ГОСТ 14771 |
|
Приварка к корпусу доньев, горловин, обручей |
Сталь |
1,0-5,0 |
Ручная дуговая по ГОСТ 5264 |
|
1,5-5,0 |
Автоматическая под флюсом по ГОСТ 8713 |
||
|
0,5-5,0 |
Газовая |
||
|
0,9-1,0 |
Контактная шовная по ГОСТ 15878 |
||
|
Алюминий |
0,8-3,0 |
Дуговая сварка алюминия и алюминиевых сплавов по ГОСТ 14806 |
|
|
Приварка ручек, накладок для крепления ручек |
Сталь |
0,5-5,0 |
Контактная точечная по ГОСТ 15878 |
|
Алюминий |
0,8-2,0 |
Дуговая сварка алюминия по ГОСТ 14806 |
|
|
0,8-2,0 |
Контактная точечная по ГОСТ 15878 |
||
|
Примечание - Типы соединений швов свариваемых деталей - нахлесточное и стыковое. |
|||
5.2.2.5 Конкретный вид сварки, применение других видов сварки, а также виды сварок соединений других деталей тары, не включенные в таблицу 2, указывают в нормативных документах на тару или в рабочих чертежах, утвержденных в установленном порядке.
5.2.2.6 Материалы, используемые для сварки деталей тары в зависимости от вида сварки и материала деталей тары, применяют в соответствии с таблицей 3.
Необходимость применения других материалов в зависимости от вида сварки и материала тары устанавливают в нормативных документах на тару для конкретных видов продукции.
5.2.2.7 В фальцовый и закаточный шов тары должен быть внесен герметизирующий материал, не вступающий в реакцию с упакованным продуктом.
Герметизирующие материалы, применяемые для герметизации швов тары, предназначенной для упаковывания пищевых продуктов, должны соответствовать санитарно-гигиеническим требованиям Госсанэпиднадзора России.
Рекомендуемые герметизирующие материалы указаны в приложении Г.
Таблица 3 - Материалы для сварки деталей тары
|
Вид сварки |
Материал деталей тары |
Материал, применяемый для сварки деталей тары |
|
Дуговая в защитном инертном газе |
Коррозионно-стойкая сталь |
Сварочная проволока марок: Св-07Х18Н9ТЮ, Св-05Х20Н9ФБС, Св-07Х19Н10Б по ГОСТ 2246 |
|
Дуговая в углекислом газе |
Углеродистая сталь |
Сварочная проволока марки Св-08Г2С по ГОСТ 2246 |
|
Ручная дуговая |
Коррозионно-стойкая сталь |
Электроды марок: Э-08Х19Н10Г2Б, Э-08Х20Н9Г2Б по ГОСТ 10052 |
|
Углеродистая сталь |
Электроды марок: Э42, Э46, Э50 по ГОСТ 9467 |
|
|
Автоматическая сварка под флюсом |
Коррозионно-стойкая сталь |
Сварочная проволока марок: Св-7Х18Н9ТЮ, Св-05Х20Н9ФБС по ГОСТ 2246 Флюс сварочный марок: АН-26С, АН-26СП, АН-26П по ГОСТ 9087 |
|
Углеродистая сталь |
Сварочная проволока марок: Св-08, Св-08А, Св-08АА по ГОСТ 2246 Флюс сварочный марок: OCЦ-45, АН-348-А, АН-348-АМ по ГОСТ 9087 |
|
|
Дуговая сварка алюминия и алюминиевых сплавов |
Алюминий |
Сварочная проволока СвАМц по ГОСТ 7871 |
|
Газовая сварка |
Углеродистая сталь |
Сварочная проволока Св-08, Св-08А по ГОСТ 2246 |
|
Примечания 1 При приварке обручей из углеродистой стали к корпусу из коррозионно-стойкой стали ручной дуговой сваркой применяют электроды марки Э-02Х19Н9Б по ГОСТ 10052. 2 При сварке обручей катания и концевых обручей тары из углеродистой стали с применением ручной дуговой сварки используют электроды марок Э42А, Э46А, Э50А по ГОСТ 9467. |
||
5.2.2.8 Допускается не вносить герметизирующий материал в фальцовые и закаточные швы тары, не требующей особой герметичности и предназначенной для упаковки порошкообразных, кусковых материалов и густых паст.
5.2.3 Требования к таре и деталям тары
5.2.3.1 Корпуса тары должны быть гладкими или гофрированными. Конфигурацию, расположение и количество гофров указывают в нормативных документах на тару для конкретных видов продукции или в рабочих чертежах, утвержденных в установленном порядке.
5.2.3.2 Донья тары вместимостью 200 дм3 и более должны иметь рельефы жесткости. Форму, количество и размеры рельефов устанавливают в зависимости от размеров тары и толщины металла в нормативных документах на тару для конкретных видов продукции или в рабочих чертежах, утвержденных в установленном порядке.
5.2.3.3 Барабаны и бочки (1A1, 1A2, 1В1, 1В2) вместимостью более 60 дм3 должны иметь не менее двух гофров катания или двух обручей катания, прочно соединенных с корпусом. Точечная сварка в этом случае не допускается.
5.2.3.4 Швы корпуса стальных барабанов, бочек, фляг и канистр (1А1, 1А2, 3А1, 3А2) вместимостью более 40 дм3, предназначенных для жидкостей, должны быть сварными.
Барабаны, бочки, фляги и канистры (1А1, 1А2, 3А1, 3А2), предназначенные для твердых, порошкообразных продуктов, а также для жидкостей, вместимостью 40 дм3 и менее могут иметь фальцовые или сварные швы корпуса.
5.2.3.5 Алюминиевые бочки (1B1 и 1В2), фляги (1В2) и канистры (3В1 и 3В2) должны изготовляться со сварными швами.
Швы, соединяющие донья с корпусом, должны быть защищены обручами. Фланцы должны быть приварены.
5.2.3.6 Исполнения горловин тары приведены в таблице 1 и на рисунке Д.1 приложения Д.
Конструкцию горловин тары устанавливают в нормативных документах на тару для конкретных видов продукции или указывают в рабочих чертежах, утвержденных в установленном порядке.
Исполнения съемных верхних доньев тары приведены на рисунке Д.2 приложения Д.
5.2.3.7 Съемные детали тары (крышки, пробки, прокладки и т.п.) должны быть взаимозаменяемы.
5.2.3.8 Посадочные поверхности горловин и крышек должны быть ровными и гладкими, без вмятин, заусенцев и надрывов, находиться в одной плоскости и обеспечивать плотное прилегание прокладок и крышек.
Отбортовка корпусов тары со съемными верхними доньями должна быть ровной, без вмятин и складок и обеспечивать плотное прилегание прокладок и крышек.
5.2.3.9 Для обеспечения герметичности в паз крышек барабанов и бочек со съемными верхними доньями должен быть внесен уплотнительный состав, стойкий к упаковываемой продукции, указанный в приложении Г.
Допускается применение других герметизирующих материалов, стойких к упаковываемой продукции.
Вид герметизирующего материала указывают в нормативных документах на тару для конкретных видов продукции.
Все герметизирующие уплотнительные материалы, контактирующие с пищевыми продуктами, должны быть из числа разрешенных органами Госсанэпиднадзора России для этих целей.
5.2.3.10 Требования к герметичности и прочности тары
5.2.3.10.1 Тара должна выдерживать внутреннее избыточное давление при испытании на герметичность в соответствии с таблицей 4 и 8.6.2.2.
|
Назначение тары |
Код тары по таблице 1 |
Внутреннее избыточное давление при испытаниях на герметичность, кПа, не менее |
|
Для жидких опасных грузов: |
|
|
|
группа упаковки I по ГОСТ 26319 |
1А1, 1А2, 3А1, 3А2, 3В1, 3В2 |
30 |
|
группы упаковки II или III по ГОСТ 26319 |
1AI, 1А2, 3А1, 3А2, 1В1, 1В2, 3В1, 3В2 |
20 |
|
Для твердых (порошкообразных, пастообразных) опасных грузов: |
|
|
|
группа упаковки I по ГОСТ 26319 |
1А1, 1А2, 3А1, 3А2, 3В1, 3В2 |
30 |
|
группы упаковки II или III по ГОСТ 26319 |
1AI, 1А2, 3А1, 3А2, 1В1, 1В2, 3В1, 3В2 |
20 |
|
Для жидких неопасных грузов |
1А1, 1A2, 3А1, 3А2, 1BI, 1В2, 3В1, 3В2 |
20 |
|
Для твердых (порошкообразных, пастообразных) неопасных грузов |
1А1. 1А2, 3А1, 3А2, 1В1, 1В2, 3В1, 3В2, |
1 |
|
Примечание - Для твердых опасных и неопасных грузов (продуктов) и для жидких неопасных грузов в нормативных документах на тару для конкретных видов продукции могут устанавливаться другие значения внутреннего избыточного давления при проверке тары на герметичность, но не менее указанных в настоящей таблице. |
||
5.2.3.10.2 Тара, предназначенная для жидких опасных грузов, должна выдерживать внутреннее гидравлическое давление не менее 250 кПа - для группы упаковки 1 по ГОСТ 26319, характеризующей степень опасности 1 по ГОСТ 19433, 100 кПа - для групп упаковки II или III по ГОСТ 26319, характеризующих степени опасности 2 и 3 по ГОСТ 19433, и испытываться по методу, указанному в 8.6.2.3.
Избыточное испытательное давление тары для конкретных видов продукции устанавливают по ГОСТ 26319, но не менее установленного настоящим стандартом.
5.2.3.10.3 Тара должна выдерживать испытание на удар при свободном падении после сбрасывания с высоты, указанной в таблице 5.
|
Назначение тары |
Код тары по таблице 1 |
Высота сбрасывания, м, не менее |
|
Для жидких опасных грузов плотностью r не более 1,2 г/см3: |
|
|
|
группа упаковки 1 по ГОСТ 26319 |
1А1, 1А2, 3А1, 3А2, 3В1, 3В2 |
1,8 |
|
группа упаковки II по ГОСТ 26319 |
1А1, 1А2, 3А1, 3А2, 1В1, 1В2, 3В1, 3В2 |
1,2 |
|
группа упаковки III по ГОСТ 26319 |
1А1, 1А2. 3А1, 3А2, 1B1, 1B2, 3В1, 3В2 |
0,8 |
|
Для жидких опасных грузов плотностью r более 1,2 г/см3: |
|
|
|
группа упаковки I по ГОСТ 26319 |
1А1, 1А2, 3А1, 3А2, 3BI |
1,5 r |
|
группа упаковки II по ГОСТ 26319 |
1А1, 1А2, 3А1, 3А2, 1В1. 1В2, 3В1, 3В2 |
1,0 r |
|
группа упаковки III по ГОСТ 26319 |
1А1, 1А2, 3А1, 3А2, 1В1, 1В2, 3В1, 3В2 |
0,67 r |
|
Для твердых опасных грузов: |
|
|
|
группа упаковки I по ГОСТ 26319 |
1А1, 1А2, 31, 3А2, 3В2 |
1,8 |
|
группа упаковки II по ГОСТ 26319 |
1А2, 3А2, 1В2, 3В2 |
1,2 |
|
группа упаковки III по ГОСТ 26319 |
1А2, 3А2, 1В2, 3В2 |
0,8 |
|
Для жидких и твердых неопасных грузов |
1А2, 3А2, 1В2, 3В2 |
0,6 |
5.2.3.10.4 Тара должна выдерживать нагрузку при штабелировании при высоте штабелирования не менее 3 м и подвергаться испытанию по методу, указанному в 8.9.
Сжимающую нагрузку, равную значению расчетного сжимающего усилия Р, Н, вычисляют по формуле
![]() (1)
(1)
где М - масса тары с упакованной продукцией, кг;
Н- высота штабеля, равная не менее 300 см;
h - наружная высота тары, см.
5.2.3.11 Требования к ручкам
5.2.3.11.1 Тару вместимостью до 60 дм3 включительно изготовляют с ручками.
Расположение ручек указывают в нормативных документах на тару или в рабочих чертежах, утвержденных в установленном порядке.
5.2.3.11.2 Каждая ручка должна выдерживать статическую нагрузку в соответствии с таблицей 6 и 8.10.
|
Вместимость тары, дм3 |
Статическая нагрузка, Н (кгс), не менее |
|
От 10 до 20 включ. |
491 (50) |
|
Св. 20 » 30 » |
687 (70) |
|
»30 » 60 » |
981 (100) |
5.2.3.11.3 Другие значения статических нагрузок для проверки прочности крепления ручек устанавливают в нормативных документах на тару для конкретных видов продукции.
5.2.3.12 Требования к обручам катания и концевым обручам устанавливают в нормативных документах на тару для конкретных видов продукции.
5.2.3.13 Дополнительные требования к таре устанавливают в нормативных документах на тару для конкретных видов продукции.
5.2.4 Требования к внутренней и наружной поверхностям тары
5.2.4.1 Внутренняя поверхность тары должна быть чистой и сухой, без ржавчины и окалины.
5.2.4.2 Внутренняя и наружная поверхность корпусов, доньев и крышек стальной тары может быть оцинкована или покрыта оловом.
Оловянные и цинковые покрытия должны быть плотными, равномерными по всей поверхности и должны иметь прочное сцепление со сталью.
Цинковое покрытие должно соответствовать требованиям ГОСТ 9.307.
Толщина цинкового покрытия должна быть не менее 40 мкм и не более 200 мкм, толщина полуды должна быть не менее 10 мкм.
Толщину металлического покрытия устанавливают в нормативных документах на тару для конкретных видов продукции.
5.2.4.3 Поверхность деталей, предназначенных для нанесения защитных металлических покрытий, должна быть чистой, ровной и гладкой. Не допускаются масляные пятна или иные загрязнения, шлак и брызги от сварки, заусенцы и острые кромки, поры, закаты и расслоения металла, наклеп, волнистость, крупные царапины и грубая шероховатость.
5.2.4.4 На внутреннюю поверхность стальной тары может быть нанесено лакокрасочное или другое неметаллическое покрытие.
5.2.4.5 Внутренние покрытия должны быть стойкими к упаковываемой продукции.
Требования стойкости внутренних покрытий к различным средам (бензостойкость, водостойкость и др.) устанавливают по требованию потребителя в нормативных документах на тару для конкретных видов продукции.
5.2.4.6 Покрытия, наносимые на внутреннюю поверхность тары, предназначенной для непосредственного контакта с пищевыми продуктами, должны быть из числа разрешенных органами Госсанэпиднадзора для этих целей.
5.2.4.7 Наружная поверхность стальной тары должна иметь лакокрасочное покрытие по ГОСТ 9.402. Класс покрытия по ГОСТ 9.032 и группу условий эксплуатации покрытия по ГОСТ 9.104 устанавливают в нормативных документах на тару для конкретных видов продукции.
5.2.4.8 Наружную поверхность стальной тары без защитного металлического покрытия окрашивают после испытаний тары на герметичность.
Внутренние поверхности концевых обручей и обручей катания должны быть окрашены до установки их на тару.
5.2.4.9 На тару, изготовленную из коррозионно-стойкой и оцинкованной стали, наружные и внутренние защитные покрытия не наносят.
Стальные концевые обручи и стальные обручи катания стальной и алюминиевой тары должны быть окрашены в соответствии с 5.2.4.7, 5.2.4.8.
5.2.4.10 Дополнительные требования к качеству внутренней и наружной поверхностей тары устанавливают в нормативных документах на тару для конкретных видов продукции.
5.3 Требования к сырью и материалам
5.3.1 Для изготовления деталей тары применяют материалы в соответствии с приложением Е.
Конкретные материалы, а также необходимость применения других видов проката и марок материалов устанавливают в нормативных документах на тару для конкретных видов продукции.
5.3.2 Толщина деталей тары приведена в приложениях Б и Е.
5.3.3 Для изготовления тары (барабанов и канистр) вместимостью до 20 дм3 можно применять жесть марок ЧЖК, ЭЖК, ЧЖР, ЭЖР, номеров 32 и 36 по ГОСТ 13345. Марки жести для изготовления тары устанавливают в нормативных документах на тару для конкретных видов продукции.
5.3.4 Для нанесения внутренних и наружных защитных металлических покрытий используют материалы в соответствии с таблицей 7.
Таблица 7
|
Вид металлического покрытия |
Материал, применяемый для покрытий |
|
Цинкование |
Цинк по ГОСТ 3640 марок Ц0, Ц1, Ц2, Ц0А, ЦВ, ЦВ00 Алюминий по ГОСТ 11069 марок А5, А6, А6, А8, А85 |
|
Лужение |
Олово по ГОСТ 860 марок О1, О1пч |
|
Примечание - Не допускается для цинкования применение цинка марки Ц3 по ГОСТ 3640. |
|
5.3.5 Для нанесения внутренних и наружных защитных неметаллических покрытий: используют материалы в соответствии с приложением Ж.
Вид и цвет лакокрасочного материала, а также использование других лакокрасочных материалов устанавливают в нормативных документах на тару для конкретных видов продукции.
5.3.6 Все материалы, применяемые для изготовления тары, непосредственно контактирующие с пищевыми продуктами, должны быть разрешены к применению органами Госсанэпиднадзора к иметь гигиенический сертификат безопасности.
5.3.7 Внешний вид контактирующей поверхности тары не должен изменяться под воздействием пищевых продуктов в процессе эксплуатации.
5.3.8 Тара не должна изменять органолептических свойств пищевых продуктов после контакта с ней в процессе эксплуатации.
5.3.9 Тара не должна выделять в контактирующие с ней пищевые продукты вредные контаминанты (загрязняющие вещества) в концентрациях, превышающих: 0,03 мг/дм3 свинца; 0,1 мг/дм3 никеля; 0,1 мг/дм3 хрома; 0,05 мг/дм3 мышьяка.
5.4 Комплектность
5.4.1 Тару следует поставлять в комплекте в собранном виде.
В зависимости от типа и исполнения тары в комплект входят: тара, крышка, пробка, прокладка и др.
Комплект тары определяют в нормативных документах на тару для конкретных видов продукции.
5.4.2 Тару следует поставлять с запасными деталями.
Количество деталей устанавливают в нормативном документе на тару или в договорах на поставку.
5.5 Маркировка
5.5.1 На каждую единицу тары должна быть нанесена маркировка, характеризующая тару.
5.5.2 Маркировка тары должна содержать:
- товарный знак и (или) наименование предприятия-изготовителя;
- обозначение, тип, код, тары (для тары со съемным верхним дном после кода указывают буквы СД);
- вместимость;
- номер тары по нормативному документу;
- обозначение нормативного документа;
- на многооборотную тару должна быть нанесена надпись «Многооборотная».
Пример маркировки барабана стального типа II со съемным верхним дном вместимостью 55 дм3, номер 6 по ТУ 6-27-2-94, изготовленного ОАО Ярославский ЛКЗ «Победа рабочих»: ОАО Ярославский ЛКЗ «Победа рабочих», БН II-1A2 СД-55, № 6 ТУ 6-27-2-94
5.5.3 Маркировка транспортной тары, предназначенной для упаковывания опасных грузов, должна соответствовать ГОСТ 26319.
5.5.4 Маркировку, характеризующую тару, на бочки и барабаны наносят на верхнее дно в месте, свободном от маркировки, характеризующей груз, или на нижнюю часть корпуса.
Место нанесения маркировки на канистры и фляги устанавливают в нормативных документах на тару для конкретных видов продукции.
Буквы, цифры и символы должны иметь высоту не менее 12 мм, за исключением тары вместимостью 30 дм3 или 30 кг, для которой допускается высота букв не менее 6 мм.
5.5.5 Способы нанесения маркировки тары:
- штампом;
- окраской по трафарету;
- выдавливанием;
- прикреплением ярлыка.
Маркировка, характеризующая тару, может быть нанесена специальными маркировочными машинами.
5.5.6 На тару, предназначенную для пищевых продуктов, должна быть нанесена надпись «Для пищевых продуктов».
Надпись наносят на дно или место, предназначенное для маркировки, характеризующей груз. Маркировку наносят материалом, имеющим цвет, контрастный по отношению к цвету тары.
5.5.7 На корпус тары могут быть нанесены манипуляционные знаки по ГОСТ 14192 и знаки опасности по ГОСТ 19433, характеризующие способы обращения с грузом и транспортную опасность груза, для которого предназначена тара.
Знаки опасности и манипуляционные знаки устанавливают в нормативных документах на тару для конкретных видов продукции или в договорах на поставку.
5.5.8 Знаки соответствия для сертификации тары наносят рядом с маркировкой, характеризующей тару, или в товаросопроводительной документации.
5.5.9 Материалы, применяемые для маркировки, - по ГОСТ 14192.
5.5.10 Транспортная маркировка - по ГОСТ 14192.
5.5.11 Маркировку тары, применяемой для упаковывания продукции непосредственно на предприятии-изготовителе тары, устанавливают в нормативных документах на тару для конкретных видов продукции.
5.6 Упаковка
5.6.1 Транспортную тару не упаковывают.
Запасные детали (крышки, пробки, прокладки и т.п.) упаковывают в деревянные ящики по ГОСТ 18573, картонные ящики по ГОСТ 13841 или в один из видов тары настоящего стандарта.
5.6.2 Транспортные пакеты тары формируют в соответствии с требованиями нормативного документа на пакеты.
6 Требования безопасности и утилизация тары
6.1 Тара вместимостью более 100 дм3 и предназначенная для упаковывания грузов группы упаковки I по ГОСТ 26319, характеризующей степень опасности 1 по ГОСТ 19433, должна иметь отверстие, закрываемое колпаком, для сброса избытка давления.
6.2 В целях ресурсосбережения и исключения загрязнения окружающей среды непригодная к использованию тара должна быть очищена от остатков продукта и направлена на базы «Втормета».
7 Правила приемки
7.1 Тару принимают партиями.
Каждая партия должна сопровождаться документом о качестве, содержащим:
- товарный знак и (или) наименование предприятия-изготовителя;
- местонахождение (юридический адрес предприятия-изготовителя);
- вид, тип и исполнение тары;
- номер партии;
- количество единиц тары в партии;
- дату изготовления (месяц, год);
- обозначение настоящего стандарта или нормативного документа на тару для конкретных видов продукции;
- результаты проведенных испытаний или подтверждение о соответствии тары требованиям нормативного документа или другим установленным требованиям;
- знак соответствия для сертификацированной тары или указание номера сертификата и органа по сертификации, выдавшего сертификат;
- гигиеническое заключение (номер, дата) для тары, предназначенной для упаковывания пищевых продуктов.
7.2 При контроле качества тары проводят типовые, приемосдаточные и периодические испытания в соответствии с таблицей 8.
Контролируемые показатели устанавливают в нормативных документах на тару для конкретных видов продукции в зависимости от назначения тары и характера упаковываемой продукции.
7.3 Приемосдаточные испытания тары проводят для каждой контролируемой партии.
Периодические испытания проводят в сроки, указанные в таблице 8.
Таблица 8 - Контроль качества тары при приемке
|
Наименование контролируемого показателя |
Количество испытываемых образцов |
Вид испытаний |
Номер пунктов настоящего стандарта |
||
|
Приемо-сдаточные |
Периодические и их периодичность |
Технические требования |
Методы испытаний |
||
|
1 Внешний вид |
Каждая единица выборки |
+ |
- |
||
|
2 Размеры |
В соответствии с планом контроля |
- |
Раз в шесть месяцев |
||
|
3 Взаимозаменяемость съемных деталей |
То же |
- |
То же |
||
|
4 Состояние посадочных поверхностей горловины и крышек |
» |
+ |
- |
||
|
5 Качество сварных швов |
» |
+ |
- |
||
|
6 Прочность продольного сварного шва на растяжение |
» |
- |
Раз в шесть месяцев |
||
|
7 Герметичность |
» |
+ |
- |
||
|
8 Гидравлическое давление |
3 |
- |
Раз в два года |
||
|
9 Прочность на удар при свободном падении |
6 |
- |
Раз в год |
8.8, |
|
|
ГОСТ 18425 |
|||||
|
10 Прочность при штабелировании |
3 |
- |
То же |
8.9, |
|
|
ГОСТ 25014 |
|||||
|
11 Прочность крепления ручек |
5 |
- |
Раз в шесть месяцев |
||
|
12 Качество внутренней поверхности |
В соответствии с планом контроля |
+ |
- |
||
|
13 Толщина металлических покрытий |
То же |
- |
Раз в шесть месяцев |
||
|
14 Прочность металлических покрытий |
» |
- |
Тоже |
||
|
15 Качество наружной поверхности |
» |
+ |
- |
||
|
16 Качество окраски |
» |
- |
Раз в год |
||
|
17 Бензостойкость |
» |
- |
То же |
||
|
18 Водостойкость |
» |
- |
» |
||
|
19 Комплектность |
» |
+ |
- |
||
|
20 Качество маркировки |
» |
+ |
- |
||
|
21 Качество упаковки |
» |
+ |
- |
||
|
22 Масса |
» |
- |
Раз в год |
||
|
23 Вместимость |
» |
- |
То же |
||
|
24 Гигиенические показатели: |
|
|
|
|
|
|
24.1 Внешний вид контактирующей с пищевым продуктом поверхности тары |
Каждая единица выборки |
+ |
- |
||
|
24.2 Органолептические свойства пищевых продуктов после контакта с тарой (запах и привкус) |
5 |
- |
По согласованию с органами Госсанэпиднадзора |
||
|
24.3 Выделение вредных веществ с контактирующей поверхности тары в пищевой продукт: |
|
|
|
|
|
|
свинца |
5 |
- |
То же |
||
|
никеля |
5 |
- |
» |
[5] |
|
|
хрома |
5 |
- |
» |
[6] |
|
|
мышьяка |
5 |
- |
» |
ГОСТ 4152 |
|
|
Примечания 1 Вместимость является справочным показателем. 2 Знак «+» означает, что испытания проводят, знак «-» - не проводят. 3 Показатели бензостойкости и водостойкости определяют для канистр, для других видов тары - в соответствии с нормативными документами на тару для конкретных видов продукции. |
|||||
При необходимости в нормативных документах для конкретных видов продукции могут быть установлены другие сроки проведения периодических испытаний.
Типовые испытания проводят при внедрении и применении новых видов тары, изменении конструкции, технологии изготовления тары по всем показателям стандарта.
Типовые и периодические испытания тары по гигиеническим показателям проводят службы Госсанэпиднадзора.
Испытания на герметичность и прочность проводят в соответствии с таблицей 9.
Таблица 9
|
Назначение тары |
Код тары по таблице 1 |
|
Вид испытания |
|
|
|
На герметичность |
На гидравлическое давление |
На удар при свободном падении |
На штабелирование |
||
|
Для опасных грузов: |
|
|
|
|
|
|
жидких |
1А1, 1А2, 3А1, 3А2, 1В1, 1В2, 3В1, 3В2 |
+ |
+ |
+ |
+ |
|
твердых, порошкообразных, пастообразных |
1AI, 1А2, 3А2, 1В2, 3В2 |
- |
- |
+ |
- |
|
Для неопасных грузов: |
|
|
|
|
|
|
жидких |
1А1, 1А2, 3А1, 3А2, 1В1, 1В2, 3В1, 3В2 |
+ |
- |
+ |
- |
|
твердых, порошкообразных, пастообразных |
1AI, 1A2, 3А2, 1В2, 3В2 |
- |
- |
+ |
- |
|
Примечания 1 Знак «+» означает, что испытания проводят, знак «-» - не проводят. 2 Для твердых опасных веществ по ГОСТ 19433 (подкласс 4.3), а также твердых веществ, транспортирование которых разрешено только в герметичной таре, проводят испытание на герметичность. |
|||||
7.4 Периодическим испытаниям подвергают тару, прошедшую приемосдаточные испытания.
При периодических испытаниях в документе о качестве указывают результаты испытаний.
Для партий, в которых данный показатель не проверялся, в документе о качестве должно быть указано подтверждение о соответствии данного показателя требованиям нормативного документа на тару или настоящего стандарта.
7.5 При получении неудовлетворительных результатов периодические испытания переводят в приемосдаточные до получения положительных результатов на трех партиях подряд.
7.6 Порядок предъявления к приемке партии тары
7.6.1 Приемку партии тары проводят статистическим контролем качества по альтернативному признаку.
Для получения плана или схемы статистического приемочного контроля поставщика необходимы следующие данные:
- нормативный уровень несоответствий (NQL);
- степень доверия (Т) или нормативное значение риска потребителя (b0);
- объем партии;
- тип плана (одноступенчатый, двухступенчатый) или схема;
- оценка ожидаемого фактического (входного) уровня несоответствий в предъявленной изолированной партии или очередной партии из последовательности партий.
7.6.3 Для получения одноступенчатого плана контроля потребителя необходимы следующие данные:
- нормативный уровень несоответствий (NQL);
- объем партии;
- объем выборки.
7.6.4 Значения нормативного уровня несоответствий, степени доверия к поставщику, риска потребителя и правила переключения с одного плана схемы статистического приемочного контроля поставщика на другой представлены в приложении И.
В нормативных документах на тару для конкретных видов продукции или в договорах (контактах) на поставку могут быть установлены другие значения уровня несоответствий NQL.
Допустимые планы и схемы контроля представлены в приложении К.
7.6.5 Отбор образцов в выборку осуществляют методом случайного отбора по ГОСТ 18321.
7.6.6 Потребитель может осуществлять приемочный контроль по ГОСТ 18242.
Планы и схемы контроля по ГОСТ 18242 устанавливают в нормативных документах на тару для конкретных видов продукции или в договорах на поставку.
7.7 Правила принятия решения
7.7.1 Партию тары стороны признают пригодной к поставке, если фактический уровень несоответствий в этой партии не превышает установленного значения NQL.
7.7.2 Принятие решения поставщиком
7.7.2.1 Поставщик перед поставкой партии тары определяет фактический уровень несоответствий в этой партии на соответствие установленному значению NQL.
7.7.2.2 Решение о пригодности партии тары к поставке потребителю или представлению представителю потребителя принимают на основании положительных результатов контроля всех контролирующих показателей по допустимым планам поставщика.
7.7.2.3 В общем случае для определения соответствия партии тары настоящему стандарту и другим нормативным документам следует:
- отобрать случайным образом выборку тары объемом, указанным в нормативном документе или в договоре на поставку;
- проверить каждую единицу тары в выборке в соответствии с таблицей 8 и установить несоответствия по каждой единице тары и общее суммарное количество несоответствий в выборке;
- сравнить найденное число несоответствий в выборке Z с приемочным числом С;
- считать партию тары соответствующей настоящему стандарту и другим нормативным документам, если найденное число несоответствий в выборке Z меньше или равно приемочному числу С для данного плана контроля;
- считать партию тары несоответствующей настоящему стандарту, если число несоответствий в выборке Z больше приемочного числа С для данного плана контроля.
Ход действий при применении планов контроля поставщика приведен на рисунке 9.
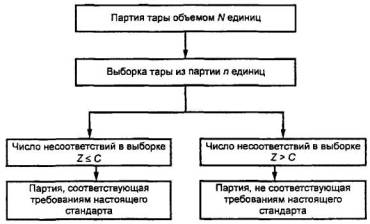
Рисунок 9
7.7.3 Принятие решений потребителем
7.7.3.1 Потребителю для предъявления претензии к поставщику необходимо результатами контроля доказать, что фактический уровень несоответствий в поставляемой ему партии превышает NQL.
Контроль должен быть проведен до начала использования тары потребителем.
7.7.3.2 Решение о возможности предъявления претензий к поставщику потребитель принимает только на основании отрицательных результатов контроля хотя бы по одному контролируемому показателю по планам потребителя.
7.7.3.3 В общем случае для определения несоответствия партии тары настоящему стандарту и другим нормативным документам следует:
- отобрать случайным образом выборку тары объемом, указанным в нормативном документе или в договоре на поставку;
- проверить каждую единицу тары в выборке в соответствии с таблицей 8 и установить несоответствия по каждой единице тары и общее суммарное количество несоответствий в выборке;
- сравнить найденное число несоответствий в выборке Z с браковочным числом R;
- считать партию тары несоответствующей настоящему стандарту и другим нормативным документам, если найденное число несоответствий в выборке Z больше или равно браковочному число R для данного плана контроля;
- считать партию тары соответствующей настоящему стандарту, если число несоответствий в выборке Z меньше браковочного числа R для данного плана контроля.
Ход действий при применении планов контроля потребителя приведен на рисунке 10.
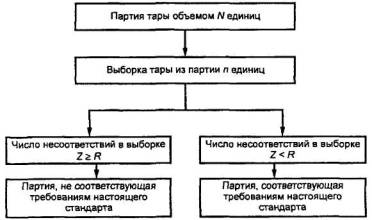
Рисунок 10
7.8 Действия с несоответствующими единицами тары
7.8.1 При контроле поставщика (изготовителя) несоответствующие единицы тары, обнаруженные в выборке из принятой партии, должны быть заменены на соответствующие.
Партии, забракованные при контроле поставщика (изготовителя), должны быть отделены от принятых, идентифицированы и подвергнуты разбраковке. Обнаруженные несоответствующие единицы тары заменяют на соответствующие.
Несоответствующие единицы тары направляют в случае возможности на устранение несоответствия или на переработку.
7.8.2 При контроле потребителя несоответствующие единицы тары, обнаруженные в выборке, независимо от того, какое решение принято в отношении всей партии, могут быть возвращены поставщику для замены на соответствующие.
7.9 Примеры применения допустимых планов и схем контроля представлены в приложении Л.
8 Методы контроля
8.1 Условия измерений
Нормальные климатические условия проведения измерений должны быть следующие:
(20 ± 5) °С - температура окружающего воздуха;
(65 ± 15) % - относительная влажность воздуха;
(100 ± 4) кПа [(750 ± 30) мм рт. ст.] - атмосферное давление.
8.2 Внешний вид тары, состояние посадочных поверхностей горловин и крышек, качество наружной поверхности, качество окраски, комплектность, качество маркировки и упаковки проверяют визуально.
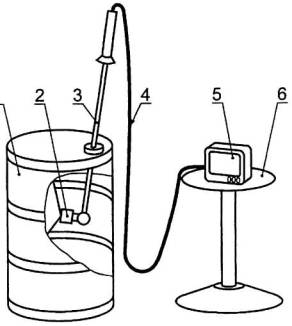
8.3 Качество внутренней поверхности тары проверяют с применением специального устройства в соответствии с приложением М.
Допускается проводить осмотр внутренней поверхности тары через горловину с помощью электрической лампочки, опускаемой внутрь тары, и зеркала, позволяющего видеть внутреннюю поверхность тары.
8.4 Размеры тары и ее деталей проверяют универсальными измерительными инструментами, обеспечивающими требуемую точность, указанную в нормативных документах на тару или в рабочих чертежах.
В качестве средств измерений применяют микрометры по ГОСТ 6507, штангенциркули по ГОСТ 166, линейки по ГОСТ 427, рулетки по ГОСТ 7502, толщиномеры по ГОСТ 11358, калибры и шаблоны под конкретные виды тары.
8.5 Взаимозаменяемость съемных деталей тары проверяют их установкой и съемом на контролируемом образце тары.
8.6 Контроль герметичности тары и гидравлического давления
8.6.1 Средства контроля и вспомогательные средства
Воздушно-водяной тестер (при проверке тары на герметичность) или стенд для испытаний тары на герметичность и гидравлическое давление.
Манометр образцовый с верхним пределом измерения до 1 кгс/см2.
Манометр образцовый с верхним пределом измерения до 6 кгс/см2.
Секундомер.
Бак с водой.
8.6.2 Порядок подготовки и проведение контроля
8.6.2.1 Схема испытания тары на герметичность и гидравлическое давление на стенде приведена на рисунке 11.
8.6.2.2 Герметичность тары проверяют внутренним избыточным давлением сжатого воздуха в соответствии с таблицей 4 в течение 15-20 с.
Необходимость проверки герметичности при других значениях времени, но не менее указанного, устанавливают в нормативных документах на тару для конкретных видов продукции.
Тару закрывают эталонной крышкой (пробкой).
Перед испытанием швы промазывают мыльным раствором или погружают находящуюся под давлением тару в воду.
Герметичность посадки крышек проверяют путем установки крышек на эталонный образец тары с последующей промазкой мест уплотнения мыльным раствором.
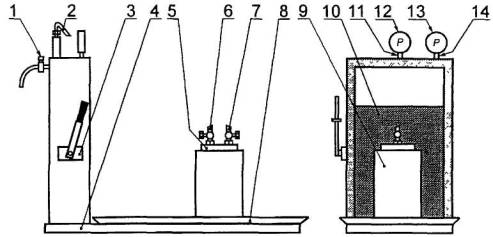
1 - редуктор; 2 - предохранительный пневмоклапан; 3 - насос; 4 - рама; 5 - эталонная крышка (пробка); 6 - кран гидросистемы; 7 - кран пневмосистемы; 8 - поддон; 9 - испытываемая тара; 10 - бак для воды; 11 - штуцер гидросистемы; 12 - манометр гидросистемы; 13 - манометр пневмосистемы; 14 - штуцер пневмосистемы
Рисунок 11 - Схема стенда для испытания тары на герметичность и гидравлическое давление
При испытании на герметичность на стенде (рисунок 11), смонтированном на раме 4, испытываемую тару 9 помещают на поддон 8 и закрывают эталонной крышкой (пробкой) 5.
В редуктор 1 подают воздух, с помощью которого устанавливают необходимое избыточное давление воздуха по 5.2. 3.10.1, через штуцер пневмосистемы 14 воздух подают в испытываемую тару 9. Давление воздуха контролируют манометром 13. Защиту пневмосистемы от избыточного давления проводят с помощью предохранительного клапана 2. Для аварийного выпуска воздуха на эталонной крышке (пробке) предусмотрен кран 7.
Отсутствие пузырьков воздуха в швах тары свидетельствует о герметичности тары.
8.6.2.3 Испытание тары на гидравлическое давление проводят на стенде (рисунок 11). Тару 9 помещают на поддон 8 со сливным патрубком, заливают водой с помощью шланга до полной вместимости и закрывают эталонной крышкой (пробкой) 5, снабженной краном 6. Крышка соединена шлангом со штуцером гидросистемы 11. Из бака 10 с помощью насоса 3 равномерно закачивают воду в тару до достижения давления, предусмотренного 5.2.3.10.2, и выдерживают под этим давлением в течение 5 мин. Контроль давления проводят по манометру 12.
Отсутствие пузырьков воздуха свидетельствует о том, что тара выдержала испытание на гидравлическое давление.
8.7 Перед испытанием на механическую прочность тару не кондиционируют.
8.8 Испытание тары на удар при свободном падении проводят по ГОСТ 18425.
Тару, предназначенную для жидкостей, заполняют водой на 98 % от полной вместимости.
Тару, предназначенную для твердых и порошкообразных продуктов, заполняют на 95 % от полной вместимости тары продукцией или габаритно-массовым эквивалентом, имеющим физические свойства, аналогичные свойствам упаковываемой продукции.
Сбрасывание проводят с высоты, указанной в таблице 5.
Цикл ударов: первый (три образца тары) - местом соединения продольного шва корпуса и нижнего дна или концевым обручем, второй (другие три образца) - наименее прочной частью, которой образец не ударялся при первом сбрасывании, например пробкой, продольным швом корпуса или обручами катания перпендикулярно к оси тары.
Для тары со съемными верхними доньями, фляг, предназначенных для жидкостей, второй цикл ударов проводят на несъемное дно.
Для тары со съемными верхними доньями, предназначенной для пастообразных и порошкообразных неопасных продуктов, второй цикл ударов не проводят.
Образцы тары, предназначенной для жидкостей, считают выдержавшими испытания, при отсутствии появления течи воды.
Образцы тары, предназначенные для твердых и порошкообразных продуктов, считаются выдержавшими испытания, если содержимое тары после удара полностью осталось внутри тары.
Допускаются при ударе незначительная деформация тары и незначительное проникновение порошкообразных продуктов через затворы (съемное верхнее дно, крышку, пробку).
8.9 Испытание тары на прочность при штабелировании проводят по ГОСТ 25014.
Перед испытанием образцы тары заполняют водой или габаритно-массовым эквивалентом (водой на 98 %, твердым продуктом на 95 % от полной вместимости тары) и герметично закрывают. Образцы тары устанавливают в положение, в котором данный вид тары эксплуатируется.
На образец тары устанавливают груз или образец нагружают до нагрузки в соответствии с 5.2.3.10.4.
Образцы тары считаются выдержавшими испытания, если отсутствует утечка содержимого и признаки повреждения тары, влияющие на сохранность продукции и безопасность транспортирования, снижение прочности или вызывающие неустойчивость штабеля.
Допускается деформация образцов тары при отсутствии появления течи воды.
8.10 Прочность крепления ручек проверяют на разрывной машине, стенде для испытания прочности ручек и крепления ручек или подвешиванием за ручки тары, нагруженной в соответствии с 5.2.3.11.2, таблицей 6 и выдерживанием ее не менее 5 мин.
Целостность ручек и крепления ручек не должна нарушаться.
Схема стенда для испытания прочности ручек и крепления ручек приведена на рисунке 12.
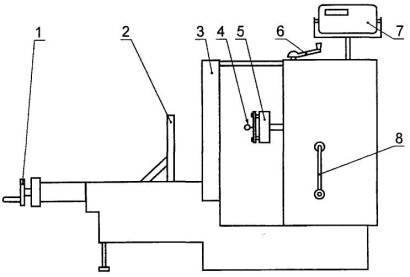
1 - устройство прижима тары; 2 - подвижный упор; 3 - неподвижный упор; 4 - серьга; 5 - датчик усилий; 6 - рукоятка привода гидронасоса; 7 - цифровой вольтметр; 8 - рукоятка подъема гидроцилиндра
Рисунок 12 - Схема стенда для испытания прочности ручек и крепления ручек
При испытании на стенде образец тары с помощью устройства прижима тары 1 закрепляют между подвижным 2 и неподвижным 3 упорами. Через прорезь, в неподвижном упоре испытываемую ручку соединяют с серьгой 4, расположенной вместе с датчиком усилий 5 на подвижном штоке гидроцилиндра. Для соединения используют индивидуальные приспособления для конкретного вида тары. Высоту подъема гидроцилиндра регулируют рукояткой 8. При вращении рукоятки привода гидронасоса 6 на цифровом вольтметре 7 фиксируют значение прилагаемого усилия. По достижению нагрузки в соответствии с таблицей 6 образец тары выдерживают в течение 5 мин.
8.11 Прочность наносимых металлических и других покрытий проверяют на образцах - пластинах размером 50Ч150 мм, изготовленных из материала тары толщиной, равной толщине стенки тары.
Нанесение покрытия на пластины производят в тех же условиях, что и на тару.
Прочность покрытия проверяют путем загиба образца (пластины), зажатого в специальное устройство (тиски) в соответствии с рисунком 13, без последующего разгиба. В месте сгиба не должно быть отслоения покрытия или трещин, обнажающих поверхность стали.
В месте сгиба не должно быть отслоения покрытия или трещин, обнажающих поверхность стали.
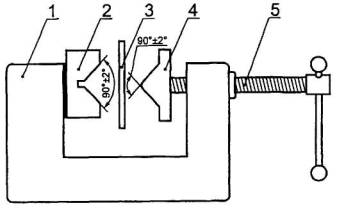
1 - струбцина; 2 - матрица; 3 - испытываемый образец; 4 - пуансон; 5 - винт
Рисунок 13 - Устройство для загиба образца (пластины)
8.12 Испытания покрытия на бензостойкость проводят воздействием на него смесью автомобильного бензина А72 или Аи 93 по ГОСТ 2084 и каменноугольного бензола по ГОСТ 8448. Смесь составляют из трех частей автомобильного бензина и двух частей бензола (по массе).
Испытания проводят на пластинах размером 70Ч150 мм, вырезанных из корпуса тары.
Необходимость применения пластин других размеров устанавливают в нормативных документах на тару для конкретных видов продукции.
Перед испытанием с пластин удаляют наружное небензостойкое лакокрасочное покрытие или закрывают его эпоксидной шпатлевкой марки ЭП-0010 по ГОСТ 10277; края пластин на расстоянии 3-5 мм защищают указанной шпатлевкой.
Пластины выдерживают в течение 24 ч при температуре 18-22 °С и относительной влажности воздуха 65 % - 70 %.
Пластины помещают в закрывающийся лабораторный сосуд, оборудованный обратным холодильником, заполняют сосуд до установленного уровня смесью бензина с бензолом и нагревают на водяной бане до 60 °С. При этой температуре пластины выдерживают в сосуде в течение 8 ч, затем охлаждают и выдерживают их в сосуде еще 16 ч. Указанный цикл повторяют последовательно три раза.
Сосуд заполняют смесью так, чтобы 25 % - 30 % поверхности пластины находилось вне смеси. Пластины располагают (не более двух в каждом сосуде) вертикально на расстоянии друг от друга и от стенок сосуда не менее 10 мм.
Испытания проводят в вытяжном шкафу.
Покрытие не должно растворяться, выпучиваться, пузыриться и отслаиваться.
Допускается незначительное размягчение пленки, которое должно исчезнуть не более чем через 1 ч после выдерживания покрытия на воздухе при температуре 18-22 °С.
Изменения свойств покрытия, находящегося на расстоянии менее 10 мм от края образца, не учитывают.
8.13 Испытания покрытия на водостойкость контролируют воздействием на него горячей воды.
Пластину, подготовленную в соответствии с 8.12, помещают в сосуд, заполненный до установленного уровня водой, нагретой до температуры 80-85 °С, и выдерживают в нем в течение 30 мин.
Затем пластину вынимают и сушат фильтровальной бумагой по ГОСТ 12026 и обдуванием воздухом при температуре 18-22 °С.
Сосуд заполняют водой так, чтобы 25 % -30 % поверхности пластины находилось вне жидкости.
Покрытие не должно растворяться, выпучиваться, пузыриться и отслаиваться.
Допускается незначительное размягчение пленки, которое должно исчезнуть не более чем через 1 ч после выдерживания покрытия на воздухе при температуре 18-22 °С.
Допускается наличие на отдельных участках покрытия (площадью не более 5 % от всей поверхности) мелких пузырей диаметром до 1 мм.
Изменения свойств покрытия, находящегося на расстоянии менее 10 мм от края образца, не учитывают.
8.14 Массу тары проверяют взвешиванием на весах по ГОСТ 29329.
8.15 Полную вместимость тары проверяют взвешиванием тары, заполненной водой при температуре 20 °С до верхнего края ее горловины, на весах по ГОСТ 29329 с погрешностью ±0,05 кг.
8.16 Испытания тары по гигиеническим показателям
8.16.1 Внешний вид контактирующей с пищевым продуктом поверхности тары контролируют визуально.
8.16.2 Контроль органолептических свойств пищевых продуктов после контакта с тарой
Запах и привкус определяют по инструкции [1].
8.16.3 Контроль выделения вредных веществ с контактирующей поверхности тары в пищевой продукт
Определение санитарно-гигиенических показателей по 5.3.9 проводят по [2].
Содержание свинца определяют методом тонкослойной хромотографии [3] или полярографическим методом [4].
Содержание никеля определяют по [5].
Содержание хрома определяют по [6].
Содержание мышьяка определяют по ГОСТ 4152.
Допускается применять другие методы, не уступающие указанным в [2] по чувствительности и точности анализа, согласованные и утвержденные органами здравоохранения.
9 Транспортирование и хранение
9.1 Тару транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозок, действующими на транспорте данного вида.
9.2 Требования к транспортированию тары пакетами - по ГОСТ 26663, ГОСТ 24597 и другим нормативным документам.
9.3 Средства скрепления тары в пакетах - по ГОСТ 21650 и другим нормативным документам.
9.4 Порядок размещения пакетов тары в транспортных средствах, габаритные размеры пакетов, число мест в пакете, массу тары в пакете указывают в нормативном документе на транспортные пакеты.
9.5 Допускается транспортирование тары без формирования в транспортные пакеты в следующих случаях:
- при транспортировании автомобильным транспортом;
- при транспортировании в универсальных контейнерах, кроме крупнотоннажных.
9.6 Транспортирование, погрузочно-разгрузочные работы и хранение тары должны осуществляться без повреждения тары и противокоррозионного покрытия.
9.7 Условия хранения тары:
барабанов, фляг, канистр - по группам 2, 3 ГОСТ 15150;
бочек - по группе 6 ГОСТ 15150.
Допускается при комплектации партии хранить тару в особо жестких условиях 8 или 9 по ГОСТ 15150 на площадках с твердым грунтом и уклоном для стока воды.
Тару хранят в штабелях. Количество рядов указывают в нормативных документах на тару для конкретных видов продукции. Тара нижнего ряда должна быть уложена на деревянные подкладки.
Тару хранят с закрытыми горловинами или съемными доньями.
9.8 Не допускается хранение оцинкованной тары в местах хранения водорастворимых солей, щелочей, кислот, а также в местах, имеющих повышенное содержание сернистого газа и аммиака в атмосфере.
10 Указания по эксплуатации
10.1 Химическую и пищевую продукции упаковывают в тару в соответствии с требованиями нормативных документов на конкретную продукцию.
10.2 При эксплуатации тары не допускается сбрасывание ее с транспортных средств, удары по поверхности и деталям, а также другие воздействия, вызывающие механические повреждения, нарушение окраски.
10.3 Не допускается заполнение тары продуктами, разрушающими внутреннее покрытие.
10.4 Соединение крышки (съемного верхнего дна) с корпусом конических барабанов при упаковывании продукции осуществляют методом обжима.
Обжим крышки конических барабанов производят под давлением не менее 600 кПа (6 кгс/см2).
В нормативных документах на тару допускается устанавливать другие способы крепления крышек тары.
10.5 При открывании заполненной тары по 6.1 персонал не должен находиться напротив отверстий для сброса избыточного давления и должен быть обеспечен средствами индивидуальной защиты.
11 Гарантии изготовителя
11.1 Изготовитель гарантирует соответствие тары требованиям нормативных документов на тару при соблюдении потребителем условий хранения и эксплуатации.
Гарантийный срок эксплуатации тары устанавливают не менее двух лет со дня ввода в эксплуатации.
Срок службы многооборотной тары устанавливают не менее трех лет со дня ввода в эксплуатацию.
В нормативных документах на тару для конкретной продукции допускается устанавливать другие сроки эксплуатации и службы тары.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Основные размеры тары
Таблица А.1 - Основные размеры барабанов, бочек, фляг
|
Вид тары |
Вместимость номинальная, дм3 |
Наружные размеры, мм |
Вид тары |
Вместимость номинальная, дм3 |
Наружные размеры, мм |
||
|
Диаметр D |
Высота H |
Диаметр D |
Высота H |
||||
|
Барабан |
10 |
305 |
165 |
Барабан |
100 |
435 |
685 |
|
200 |
353 |
484 |
571 |
||||
|
226 |
266 |
484 |
800 |
||||
|
15 |
226 |
424 |
120 |
484 |
685 |
||
|
294 |
285 |
Бочка |
85 |
465 |
613 |
||
|
320 |
228 |
468 |
609 |
||||
|
353 |
260 |
100 |
465 |
698 |
|||
|
20 |
266 |
320 |
468 |
689 |
|||
|
294 |
333 |
475 |
706 |
||||
|
320 |
285 |
478 |
700 |
||||
|
25 |
320 |
333 |
484 |
800 |
|||
|
30 |
320 |
532 |
496 |
709 |
|||
|
300 |
490 |
110 |
484 |
780 |
|||
|
35 |
400 |
310 |
484 |
800 |
|||
|
40 |
400 |
353 |
150 |
600 |
748 |
||
|
400 |
350 |
200 |
590 |
860 |
|||
|
435 |
300 |
594 |
845 |
||||
|
353 |
460 |
596 |
869 |
||||
|
45 |
320 |
643 |
600 |
843 |
|||
|
435 |
333 |
614 |
870 |
||||
|
50 |
320 |
685 |
250 |
600 |
1200 |
||
|
400 |
465 |
275 |
600 |
1235 |
|||
|
435 |
353 |
620 |
1200 |
||||
|
353 |
660 |
680 |
950 |
||||
|
370 |
480 |
Фляга |
25 |
320 |
560 |
||
|
55 |
400 |
500 |
370 |
465 |
|||
|
400 |
500 |
38 |
370 |
600 |
|||
|
60 |
400 |
571 |
40 |
400 |
495 |
||
|
370 |
600 |
Канистра |
18 |
239Ч239 |
345 |
||
|
70 |
435 |
685 |
20 |
250Ч250 |
345 |
||
|
80 |
435 |
571 |
|||||
|
85 |
435 |
600 |
|||||
|
Примечания - Для канистр взамен диаметра указаны размеры длины и ширины тары (L Ч В). |
|||||||