Руководство по монтажу профильного уплотнения «Гармония»
Москва 2000
ВВЕДЕНИЕ
Данный технологический регламент составлен фирмой ЗАО «Триада-Холдинг» и представляет собой руководство по монтажу профильного уплотнения «Гармония» в температурно-деформационные швы инженерных сооружений при строительстве 3-транспортного кольца в г. Москве.
Гарантия фирмы распространяется на эксплуатационные характеристики профиля «Гармония» при условии, что все работы по монтажу выполнены в соответствии с данным регламентом.
Авторские права на профиль принадлежат ЗАО «Триада-Холдинг» и защищены свидетельством на полезную модель (RU 14440 U1с приоритетом от 27.03.2000 г.).
2. ОБЩИЕ ПОЛОЖЕНИЯ
Область применения
Профильное уплотнение «ГАРМОНИЯ» представляет собой эффективную систему гидроизоляции деформационных швов строительных конструкций из бетона, кирпича, камня, металла. Уплотнение может использоваться при строительстве и ремонте гидротехнических сооружений, стадионов, путепроводов, мостов, тоннелей, переходов, в т.ч. подземных, подпорных стенок, полов, межпанельных стыков и т.п.
Профильное уплотнение «ГАРМОНИЯ» обеспечивает абсолютную водонепроницаемость деформационных швов. Выпускаемые в настоящее время типоразмеры профиля обеспечивают восприятие объемных перемещений до
Описание материалов
Профильное уплотнение «ГАРМОНИЯ» - профиль специальной конфигурации из резинового эластомера на основе EPDM, который монтируется в зону деформационного шва с помощью состава на основе эпоксидных смол.
Для склеивания отрезков профиля, в т.ч. для изготовления фасонных (Т-образных, угловых, крестовых и др. ) элементов используется специальный клеевой состав.
Для очистки и обезжиривания профиля перед монтажом может использоваться любой органический растворитель.
Основные технические характеристики материала профиля приведены в таблице 1.
Основные технические характеристики адгезионного состава на основе эпоксидных смол для установки профиля приведены в таблице 2.
Основные технические характеристики состава для склеивания отрезков профиля приведены в таблице 3.
Таблица 1
Технические характеристики материала профиля
Профили изготавливаются из плотной термо-, свето-, озоно-, морозостойкой резины на основе этилен-пропиленового каучука (EPDM) - ТУ 2549-001-46603100-98. Материал профиля экологически безопасен и работоспособен при любых видах атмосферного воздействия
|
Показатель |
Значение |
|
Цвет |
черный |
|
Твердость по Шору А |
50 ¸ 70-4+5 |
|
Условная прочность при растяжении, МПа, не менее |
7,5 |
|
Относительное удлинение при разрыве, %, не менее |
200 |
|
Диапазон рабочих температур, °С |
-50° ¸ +70° |
|
Температурный предел хрупкости, °С, ниже |
-50° |
Технические характеристики адгезионного состава на основе эпоксидных смол для установки профиля
Состав на основе эпоксидных смол для склеивания профиля с бетоном, сталью, камнем и т. д. используется как на горизонтальных, так и вертикальных поверхностях. Обладает высокой водо- и химстойкостью, сцепление с бетоном, камнем превышает когезию самого материала.
Таблица 2
|
Характеристика |
Значение |
|
Цвет |
серый |
|
Консистенция |
жидкость |
|
Плотность, кг/дм3 |
1,6 |
|
Соотношение компонентов |
предварительно отдозированная комбиупаковка* |
|
Жизнеспособность, мин, при +20°С |
30 |
|
Время отвердения, ч, при +20°С |
12 |
|
Время полного отверждения, сут., при +20°С |
7 |
|
Прочность на сжатие, Н/мм2 |
120 |
|
Прочность на растяжение, Н/мм2 |
50 |
|
Адгезия, Н/мм2, не менее |
|
|
- к стали |
18 |
|
- к бетону |
6 |
|
Термостойкость, °С |
до +60° |
* емкость комбиупаковки
Технические характеристики состава для склеивания отрезков профиля
Однокомпонентный, быстротвердеющий состав на основе цианакрилатов для склеивания профиля. Обладает высокой водостойкостью.
Таблица 3
|
Характеристика |
Значение |
|
Цвет |
прозрачный |
|
Консистенция |
жидкость |
|
Плотность г/см3 |
1,05 |
|
Температура при применении, °С |
от +5° до +30° |
|
Время склеивания, сек. |
5 |
|
Прочность на растяжение, кг/см2 |
230 |
|
Диапазон рабочих температур, °С |
от -60° до +80° |
3. КОНСТРУКЦИЯ ДЕФОРМАЦИОННЫХ ШВОВ С ПРОФИЛЬНЫМ УПЛОТНЕНИЕМ «ГАРМОНИЯ»
3.1. Особенности конструкции
Типовое решение по обустройству деформационного шва с применением профильного уплотнения приведено на рис. 3.1.
Выбор типоразмера профиля.
При выборе типоразмера профиля учитываются как взаимные горизонтальные перемещения сопрягаемых элементов конструкции (температурные деформации), так и вертикальные (сдвиговые деформации) при возможных просадках конструкции
Компенсация возникающих перемещений обеспечивается:
- высокой эластичностью материала, из которого выполнен профиль;
- особенностями конструкции самого профиля;
- специальным подбором соотношения: «размер профиля - ширина деформационного шва» с учетом температуры конструкции на момент установки профиля.
Помимо типоразмера профиля, в зависимости от конфигурации деформационного шва в сечении конструкции, определяется вид и количество фасонных элементов, необходимых для обустройства шва.
Выбор конструктивного решения обустройства деформационного шва.
Существенное значение при разработке конструктивного решения обустройства деформационного шва имеют прочностные характеристики и целостность кромок сопрягаемых элементов, их способность воспринимать эксплуатационные нагрузки. При этом решается вопрос устройства переходной зоны, ее размерах, используемом материале, необходимости установки дополнительных элементов для защиты зоны деформационного шва и профиля от механических воздействий.
Обустройство деформационного шва с профильным уплотнением "ГАРМОНИЯ"
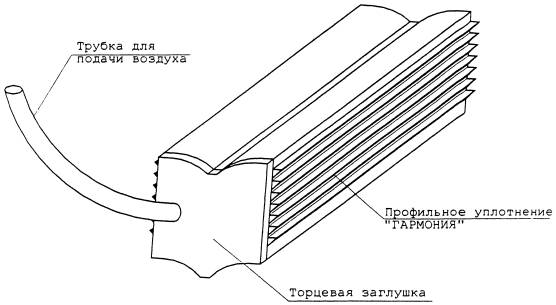
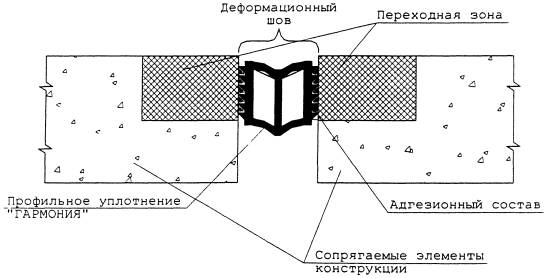
Рис. 3.1
Высокие физико-механические характеристики материала профиля обеспечивают возможность восприятия значительных механических нагрузок (движение пешеходов и транспорта, воздействие воды и льда). В большинстве случаев профиль не требует специальной защиты. В отдельных случаях может потребоваться защита профиля, например, от преднамеренного разрушения (вандализма) при его установке на стадионах.
Водонепроницаемость
Профильное уплотнение «ГАРМОНИЯ» обеспечивает защиту внутренней части деформационного шва от проникновения воды за счет:
- высоких физико-механических характеристик материала профиля;
- высокой стойкостью материала профиля к воздействию агрессивных сред;
- высокой адгезией клеевых составов как к профилю, так и к элементам конструкции;
- значительной протяженности приклеенной к элементу конструкции боковой поверхности профиля (> 2/3 высоты профиля), что препятствует просачиванию воды по границе раздела «элемент конструкции - профиль».
Соединение отрезков профиля
Свойства материала, из которого изготовлен профиль и универсальность применяемого клея, обеспечивает простую, быструю (несколько секунд) и надежную технологию соединения отдельных отрезков профиля как в заводских, так и в условиях строительной площадки. Прочность склеенного соединения составляет » 90 % механической прочности самого профиля.
Использование простейших шаблонов позволяет формировать соединения отрезков профиля самых различных типов.
Ремонтопригодность
Профильное уплотнение «ГАРМОНИЯ», которое установлено в деформационный шов с соблюдением всех технологических требований длительное время не требует замены или ремонта.
В то же время отдельные отрезки профиля заменяются очень быстро, что обеспечивает большую свободу действий как при поэтапном ведении работ при новом строительстве, так и при проведении ремонтно-восстановительных работ.
3.2. Геометрические параметры
Типоразмеры профиля
Типоразмер профиля определяется размером шва, градиентом температур, длиной «температурного пролета», величиной сдвиговых деформаций, условиями монтажа.
В настоящее время профиль «ГАРМОНИЯ» выпускается 6-ти типоразмеров от Н-7 до Н-50. Цифра в типоразмере профиля соответствует его номинальной ширине в свободном состоянии Типоразмеры профилей и их деформативность приведены в таблице 4.
Таблица 4
Типоразмер профилей и их деформативность
|
Тип профиля |
Геометрические размеры, мм |
Раскрытие деформационного шва, мм |
|||
|
Ширина |
Высота |
Толщина стенки |
min |
max |
|
|
Н-7 |
7,0 |
9,0 |
1,0 |
4 |
10 |
|
Н-10 |
10,0 |
9,4 |
1,2 |
6 |
14 |
|
Н-20 |
20,0 |
18,7 |
2,0 |
11 |
28 |
|
Н-30 |
30,0 |
28,0 |
3,0 |
16 |
42 |
|
Н-40 |
40,0 |
37,0 |
3,5 |
20 |
56 |
|
Н-50 |
50,0 |
46,7 |
4,0 |
25 |
70 |
Выбор типоразмера профиля
определяется величиной имеющегося зазора деформационного шва. При температуре конструкций на момент установки 18-20°С следует выбрать профиль с номинальной шириной примерно на
Фасонные элементы профиля
Профиль может поставляться отрезками необходимой длины в соответствии с требованиями проекта или пожеланиями заказчика.
Форма и тип фасонных элементов профиля назначаются в соответствии с требованиями конструкторской документации и могут поставляться фирмой-изготовителем или, при наличии соответствующей оснастки и подготовленного персонала, изготавливаться непосредственно на строительной площадке.
3.3. Установка профиля в зону деформационного шва
В строительных конструкциях профиль «ГАРМОНИЯ» своими боковыми наружными сторонами с выступающими ребрами приклеивается к поверхностям сопрягаемых элементов деформационного шва.
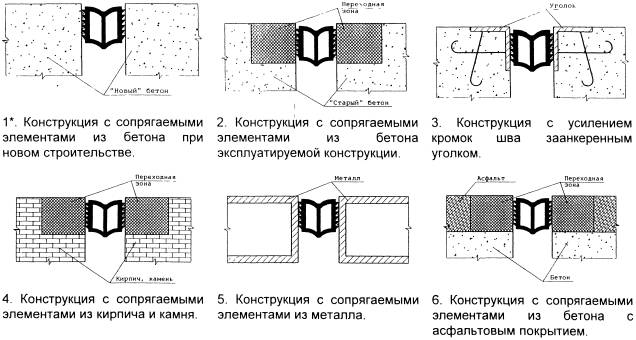
Возможные конструкции обустройства системы деформационных швов при различных условиях представлены на рис. 3.2.
В процессе нового строительства, а также при проведении ремонтно-восстановительных работ профиль может устанавливаться на плоские, ровные боковые поверхности сопрягаемых элементов конструкций или в специально сформированную штрабу. В отдельных случаях, а также в большинстве случаев при ремонтных работах, или в швах со «слабыми» кромками, профиль устанавливается в специальный переходной состав.
Особенность установки профиля - нагнетание в полость профиля воздуха для обеспечения качественного склеивания с сопрягаемыми поверхностями деформационного шва.
Способ установки профиля, материал переходного состава выбирают исходя из требований конструкторской документации и условий проведения работ.
Различные конструкции обустройства системы деформационных швов
4. ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ ПРИ УСТАНОВКЕ ПРОФИЛЯ
4.1. Подготовка поверхности
Установку профиля в зону деформационного шва можно проводить только, если материал боковых поверхностей шва прочный, чистый и сухой.
Боковые поверхности деформационного шва должны быть параллельными, величина раскрытия шва (т. н. установочный размер) указывается в проектной документации в зависимости от температуры конструкции на момент установки профиля.
При подготовке зоны деформационного шва особое внимание следует обращать на качество боковых поверхностей шва и элементов конструкции вокруг него.
Если края шва имеют раковины, каверны, трещины и т.п. их следует отремонтировать подходящим ремонтным материалом, наличие которого не сказывается на эксплуатации шва.
Установка в бетон (железобетон) при новом строительстве
- Формующие элементы опалубки следует удалять осторожно, чтобы не повредить бетон по краям шва.
- На кромках шва необходимо снять фаску, чтобы предотвратить образование трещин и отколов.
- Провести обследование примыкающих к зоне деформационного шва поверхностей на предмет наличия трещин и по рекомендациям проектировщика выполнить их заделку.
- Участки деформационного шва с отколами на краях отремонтировать и дать ремонтному составу набрать соответствующую прочность до начала установки профиля.
- Боковые бетонные поверхности должны быть прочными, чистыми, без следов масла, смазки и т. д. и сухими (влажность порядка 4 %).
- Основной метод подготовки поверхности - пескоструйная обработка; если по каким-либо причинам этот способ не применим, то можно использовать для этой цели дисковые шлифовальные инструменты.
- После обработки поверхностей деформационный шов следует продуть сжатым воздухом выполняя эту операцию несколько раз в одном направлении.
- Непосредственно перед установкой профиля следует продуть деформационный шов сжатым воздухом еще раз и протереть боковые поверхности шва в местах нанесения адгезионного состава растворителем.
- Глубина подготовки боковых поверхностей шва определяется в соответствии с типоразмером устанавливаемого профиля (таблица 4) и должна быть на 5-
4.2. Подготовка уплотнительного профиля
- Нарезают требуемые проектом отрезки уплотнительного профиля и изготавливают необходимые фасонные элементы.
- Устанавливаемый профиль стыкуют в единую конструкцию, приклеивают торцевые заглушки и вклеивают трубки для подачи воздуха внутрь профиля.
- Подготовленный элемент профиля надувают воздухом и проверяют его герметичность по падению давления.
- Боковые поверхности надутого профиля в местах расположения ребер обрабатывают металлической щеткой. Обработку допускается проводить механизированным способом, используя проволочный диск.
- Правильно обработанная поверхность будет матовой на вид и шероховатой.
- После механической обработки на боковые поверхности профиля наносят растворитель и протирают жесткой синтетической щеткой.
- После испарения растворителя, обработанная поверхность будет еще более матовой на вид.
- Операции повторяют до тех пор, пока подготавливаемые ребристые поверхности будут липкими на ощупь.
4.3. Приготовление адгезионного состава
- Комплект адгезионного состав состоит из двух компонентов:
эпоксидная смола;
полиамидный отвердитель.
Компоненты расфасованы с предварительной дозировкой, что облегчает процесс смешивания.
- При приготовлении меньших объемов адгезионного состава следует придерживаться соотношения:
эпоксидная смола - 6 весовых частей;
отвердитель - 1 весовая часть.
- При приготовлении отвердитель добавляется к эпоксидной смоле, смесь тщательно перемешивается (» 3-5 мин) до получения однородной массы.
- Перемешивание производят с помощью миксера на низких оборотах или с помощью шпателя.
- Смешивание компонентов можно производить в любой подходящей емкости.
- Сразу после работы инструмент и оборудование следует очистить растворителем.
- Адгезионный состав сравнительно быстро схватывается, поэтому его приготавливают непосредственно перед применением. Жизнеспособность (срок использования) приготовленного адгезионного состава составляет:
15 минут при +30°С;
30 минут при +20°С;
90 минут при +10°С.
4.4. Вклеивание профиля
- Работы по вклеиванию выполняют после того, как профиль полностью подготовлен и проверен на герметичность.
- Участки конструкции, примыкающие к месту установки профиля очищают от пыли и мусора, которые могут попасть в шов или на профиль.
- После очистки накачанный воздухом профиль укладывают рядом со швом.
- Приготавливают адгезионный состав в соответствии с п.п. 4.3.
- С помощью шпателя адгезионный состав наносят на боковые поверхности (стенки) шва на глубину, соответствующую зоне расположения ребер на боковых поверхностях профиля (отмечают заранее и в соответствии с типоразмером применяемого профиля).
- Адгезионный состав можно наносить одновременно в нескольких участках шва.
- Адгезионный состав наносят и распределяют ровным, непрерывным слоем с толщиной от 1 до
- После нанесения адгезионного состава на стенки шва из профиля выпускают воздух.
- На ребристые боковые поверхности профиля с помощью шпателя наносят адгезионный состав.
- При нанесении адгезионного состава ребристая поверхность должна быть заполнена полностью на всю глубину.
- Нанесение большего количества адгезионного состава не улучшает качество клеевого соединения.
- Сразу после нанесения адгезионного состава на профиль, его устанавливают в шов.
- После размещения профиля в зазоре шва, его устанавливают в рабочее положение - утапливают на 3-
- Затем в профиль накачивают немного воздуха и проверяют уровень расположения профиля в шве.
- При необходимости корректируют расположение профиля по глубине шва.
- После этого давление воздуха в профиле поднимают до величины 0,13-0,14 МПа и перекрывают клапан подачи воздуха.
- В процессе подачи воздуха внимательно следят за тем, чтобы профиль оставался в заданном положении и не смещался.
- Давление поднимают плавно, используя для этого ручной или автомобильный насос.
- Не следует «перекачивать» профиль, так как это может привести к выдавливанию адгезионного состава или смещению профиля.
- После выполнения всех операций по установке профиля и проверки правильности выполнения работ, удаляют с помощью шпателя излишки адгезионного состава.
- Установленный профиль протирают растворителем.
- Давление из профиля сбрасывают через 24 часа.
4.5. Стыковка профиля и изготовление фасонных элементов
Универсальность и простота работы с клеем для соединения отдельных отрезков профиля позволяет в любых условиях, очень быстро и качество проводить стыковку профиля и изготовление фасонных элементов.
Клей для склеивания профиля всегда хранить в прохладном месте, нагревание клея может привести к потере адгезионных свойств.
Стыковка прямолинейных отрезков профиля
- Ровно отрезать стыкуемые концы отрезков профиля с помощью ножа, пилы или диска.
- Проверить плотность прилегания стыкуемых концов друг к другу, при необходимости их подровнять.
- Протереть стыкуемые концы профиля растворителем и дать высохнуть.
- Нанести тонкий слой клея на оба стыкуемых конца профиля и дать ему подсохнуть (не более 1 минуты).
- Нанести клей на один из стыкуемых концов, с силой прижать концы профиля и выдержать в сжатом состоянии 5-10 секунд.
Изготовление угловых элементов
При изготовлении угловых элементов, как вертикальных, так и горизонтальных, из профиля одного типоразмера, стыкуемые концы профиля отрезают под требуемым углом, проверяют полноту прилегания и склеивают по описанной ранее технологии. Схема выполнения операций приведена на рис. 4.1.
При обрезке стыкуемых концов профиля под требуемым углом используют специальные оправки.
4.6. Особые условия проведения работ
- В зоне вклеивания профиля все поверхности перед нанесением адгезионного состава должны быть сухими.
- При дожде или снеге работы по установке профиля можно проводить только под защитой тента.
- При температуре ниже +5°С работы проводить нельзя.
- При работе в холодную погоду требуется подогревать зону проведения работ и адгезионный состав.
- В жаркую погоду жизнеспособность адгезионного состава уменьшается, поэтому его следует хранить в прохладном месте, защищенном от воздействия солнечных лучей.
- Подготовленный профиль не трогать без необходимости; при переноске не тащить по земле.
- Растворитель для очистки профиля не может повредить поверхности конструкций, но на них могут остаться следы, которые можно смыть водой под давлением после установки профиля. Технологическая схема изготовления угловых элементов
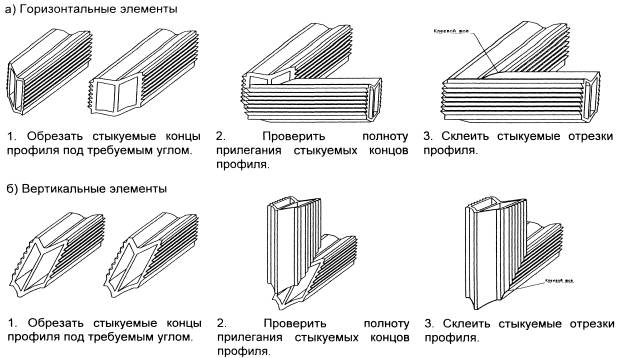
Рис. 4.1
5. ПРИМЕНЯЕМЫЕ МАТЕРИАЛЫ, ОБОРУДОВАНИЕ И ОСНАСТКА
Комплектующие (расходуемые) материалы
- Профильное уплотнение «ГАРМОНИЯ».
- Адгезионный состав для вклеивания профиля.
- Клей для склеивания профиля.
- Торцевые заглушки.
- Воздушный клапан (трубка подачи воздуха).
- Растворитель для обработки профиля.
- Растворитель для очистки стенок шва.
Оборудование и оснастка
- Оборудование для формирования и подготовки зоны деформационного шва (отрезные и шлифовальные машины с необходимым набором абразивного инструмента).
- Оборудование для очистки зоны деформационного шва (машины пескоструйной очистки, промышленный пылесос, моечная машины высокого давления).
- Оборудование для подготовки профиля (шаблоны для отрезания торцов, устройства для зачистки боковых поверхностей с проволочными дисками, насосы для нагнетания воздуха).
- Оборудование для приготовления адгезионного состава (емкости для смешивания, миксеры, весы).
- Различный ручной инструмент (металлические и синтетические щетки, шпатели, ножи, пилы, плоские стамески, ножницы, молотки, пассатижи и т.п.).
Вспомогательные материалы
- Хлопчатобумажная ткань, протирочная ветошь.
- Резиновые перчатки.
- Защитная одежда.
- Защитные очки.
- Мешки для мусора.
6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
При производстве работ по установке профильного уплотнения для деформационных швов «ГАРМОНИЯ» в сопрягаемые элементы конструкции необходимо руководствоваться общероссийскими требованиями по безопасности при выполнении соответствующих строительных операций согласно СНиП 12-03-99 «Безопасность труда в строительстве».
Дополнительных ограничений по безопасному проведению работ не требуется.
Содержание