|
МИНТРАНССТРОЙ ВСЕСОЮЗНЫЙ
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ |
АН УССР ИНСТИТУТ |
МПС НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ |
РУКОВОДСТВО
по выполнению МОНТАЖНЫХ СВАРНЫХ СОЕДИНЕНИЙ
МЕТАЛЛИЧЕСКИХ ПРОЛЕТНЫХ СТРОЕНИЙ МОСТОВ
МОСКВА 1982
ИСПРАВЛЕНИЯ И ОПЕЧАТКИ
Одобрено Главмостостроем 23 июня 1980 г.
№ 2502-3/4 и Главным техническим управлением
30 июня 1980 г. № 37-7-15
МОСКВА 1982
Руководство по выполнению монтажных сварных соединений металлических пролетных строений мостов разработано в развитие действующих нормативных документов по изготовлению и монтажу металлических конструкций Всесоюзным научно-исследовательским институтом транспортного строительства (авторы: кандидаты техн. наук К.П. Большаков, В.В. Пассек, В.М. Душницкий, инженеры И.М. Шаферман, Б.М. Передереев, В.Г. Гребенчук, К.А. Шашина, Э.М. Гитман); Институтом электросварки им. Е.О. Патона АН УССР (авторы: доктор техн. наук Б.Ф. Лебедев, кандидат техн. наук В.Н. Ковтуненко, инж. В.Я. Сосновский) и Научно-исследовательским институтом мостов Ленинградского института инженеров железнодорожного транспорта (авторы: кандидат техн. наук В.Ю. Шишкин, инж. С.В. Чижевский).
В Руководстве обобщен и систематизирован опыт монтажной сварки конструкций пролетных строений ряда уникальных отечественных мостов, а также использованы результаты разработок технологии заводской и монтажной сварки сталей по ГОСТ 6713-75*, накопленные в ЦНИИС, ИЭС им Е.О. Патона, НИИ мостов и МВТУ им. И.Э. Баумана.
В Руководстве учтены требования действующих государственных и отраслевых стандартов.
Руководство одобрено Главным техническим управлением, Главным управлением по строительству мостов и Научно-техническим советом Минтрансстроя СССР.
К изданию подготовила К.А. Шашина.
СОДЕРЖАНИЕ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящее руководство распространяется на выполнение монтажных сварных соединений металлических пролетных строений из сталей по ГОСТ 6713-75*; оно охватывает общие вопросы подготовки и технологии выполнения монтажной сварки.
Специфические особенности монтажной сварки конструкций конкретного пролетного строения необходимо отражать в указаниях, приводимых в соответствии с главой СНиП III-43-75 (п. 5.55) в проекте сооружения. При разработке этих указаний проектная организация консультируется, при необходимости, с ИЭС им. Е.О. Патона, НИИ мостов и ЦНИИС.
2. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Монтажные сварные соединения пролетных строений следует выполнять в соответствии с указаниями проекта сооружения, требованиями главы СНиП III-43-75, главы СНиП III-18-75 и главы СНиП III-4-79 с учетом дополнений, приведенных в настоящем Руководстве.
2.2 К выполнению монтажных сварных соединений пролетных строений из новых марок стали следует приступать после проведения научно-исследовательскими институтами экспериментальных работ по выбору оптимальной технологии, обеспечивающей соответствие качества конструкций и механических свойств соединений требованиям СН 200-62 (по прочностным характеристикам) и главы СНиП III-18-75
2.3. Монтажные сварные соединения необходимо осуществлять при тщательном пооперационном контроле на всех стадиях производства работ. Все данные контроля должны фиксироваться в специальном журнале.
2.4. Все ИТР и рабочие (сборщики - монтажники, газорезчики, подогревальщики, электросварщики, сварщики-автоматчики, полуавтоматчики, правильщики, контролеры), участвующие в выполнении монтажных сварных соединений и контроле их качества, должны пройти техучебу и инструктаж для ознакомления с особенностями монтажа и сварки конструкций данного пролетного строения и техники безопасности. После окончания обучения и инструктажа знания должны быть проверены квалификационной комиссией строительной организации или учебного пункта, проводившего обучение и инструктаж, и оценены в протоколе.
2.5. К сварке монтажных соединений допускаются сварщики, прошедшие аттестацию согласно «Правилам аттестации сварщиков» и имеющие удостоверение с указанием вида выполняемых работ. В удостоверении должны быть записи о прохождении ежегодных испытаний, результаты которых должны быть оценены в протоколе на основании фактических материалов соответствующих служб, проводивших проверку качества контрольных сварных соединений. Протоколы испытаний сварщиков оформляются комиссией, созданной по согласованию с местными органами Госгортехнадзора в организации, монтирующей пролетное строение, и должны храниться в этой организации.
Сварщик не должен приступать к сварке монтажного соединения, если сборка не отвечает требованиям проекта и в результате сварки не будет обеспечено высокое качество соединения.
Сварщик обязан осуществлять сварку только в соответствии с утвержденным технологическим процессом.
В случае появления дефектов в процессе выполнения соединения сварщик обязан прекратить сварку до выяснения причин образования дефектов и их устранения.
2.6. Техническое руководство сварочными работами на монтаже должны осуществлять лица, знающие особенности монтажа пролетного строения и сварки его металлоконструкций, имеющие специальное техническое образование или опыт по технологии сварочного производства и прошедшие курс специальной подготовки в соответствии с пунктом 2.4. настоящего Руководства.
2.7. Не допускается применять при монтаже металлических конструкции пролетного строения: элементы и детали, не соответствующие проекту, а также не имеющие маркировки завода-изготовителя; сварочные материалы и дополнительный металл без сертификатов, а также без проверки соответствия сертификатных данных требованиям стандартов и технических условий, а их марок - указаниям проекта.
2.8. Сварочные работы следует осуществлять с применением исправного оборудования и выполнением требований техники безопасности, изложенных в главе СНиП III-1-79, ведомственных документах и местных инструкциях.
2.9. Сварочные работы на монтаже пролетного строения должны выполняться при тщательном и непрерывном авторском надзоре со стороны проектной организации. Все отступления от принятой технологии монтажа и монтажной сварки конструкций пролетного строения должны быть согласованы с проектной организацией и научно-исследовательской организацией, оказывающей научно-техническую помощь по технологии монтажной сварки. В случае систематического появления трещин в сварных швах рекомендации по устранению причин их возникновения должны быть разработаны с привлечением указанной научно-исследовательской организации.
3. ОСНОВНЫЕ ТИПЫ МОНТАЖНЫХ СВАРНЫХ СОЕДИНЕНИЙ И СПОСОБЫ ИХ ВЫПОЛНЕНИЯ
3.1. Монтажные сварные соединения при статических испытаниях должны иметь прочность не ниже прочности основного металла, регламентированной стандартом. Твердость и относительное удлинение металла всех швов, ударная вязкость металла стыковых швов и околошовной зоны (по линии сплавления) должны отвечать требованиям главы СНиП III-18-75.
3.2. Все монтажные сварные соединения металлических пролетных строений следует выполнять электродуговой сваркой. При этом в зависимости от типа сварного соединении и его пространственного положения применяют следующие основные виды сварки: автоматическую и полуавтоматическую под флюсом; ручную. Кроме того, на монтаже могут применяться: сварка порошковой проволокой в среде углекислого газа (СО2), в смеси газов1 и без дополнительной защиты; сварка под флюсом с металлохимическими добавками (гранулятом).
_________________
1 В дальнейшем, когда указывается сварка в среде СО2, подразумевается возможность применения сварки в смеси газов.
3.3. Основными типами монтажных сварных соединений являются: стыковое, нахлесточное, тавровое, угловое (рис. 1, а, б, в, г).
3.4. Монтажные сварные соединения допускается выполнять во всех пространственных положениях: нижнем, горизонтальном, вертикальном, потолочном (рис. 2, а, б, в, г).
3.5. Стыковые соединения могут быть выполнены как односторонними, так и двусторонними швами (рис. 3, а, б) при специально подготовленной форме кромок свариваемых деталей: в нижнем положении - автоматической, полуавтоматической и ручной сваркой, а также автоматической в комбинации с ручной; в горизонтальном - ручной и полуавтоматической (порошковой проволокой в среде СО2); в вертикальном - ручной и полуавтоматической (порошковой проволокой в среде СО2), а в стыках балок - автоматической; в потолочном - ручной.
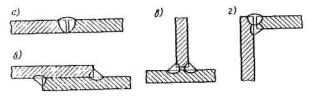
Рис. 1. Основные типы монтажных сварных соединений
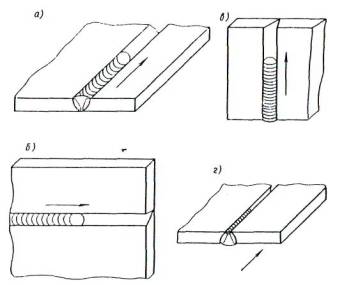
Рис. 2. Положение швов в пространстве при монтажной сварке
3.6. Форма подготовки кромок в зависимости от вида сварки, пространственного положения швов, толщины элементов, марки стали и т.д. назначается проектной организацией в соответствии с указаниями ГОСТ 5264-69, ГОСТ 8713-70, ГОСТ 14471-76, а также ведомственных нормативных документов.
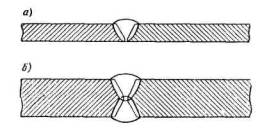
Рис. 3. Швы в стыковых соединениях
3.7. Стыковые соединения с односторонними швами на монтаже выполняют, как правило, на съемных подкладках.
Подкладки применяют, в основном, следующих типов: флюсо-медные, медные со стеклотканью и керамические (рис 4, а, б, в). Все подкладки должны обеспечивать получение плавного очертания обратного валика и легко удаляться.
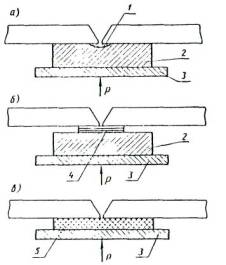
Рис. 4. Схемы установки подкладок в стыковых соединениях:
1 - флюс; 2 - медная подкладка; 3 - стальная подкладка; 4 - стеклоткань. 5 - керамическая подкладка
При сварке на флюсо-медной подкладке медная полоса толщиной 12 - 16 мм и шириной 50 - 60 мм имеет сверху продольную канавку полуовальной формы глубиной 2 мм и шириной 8 - 10 мм; перед сваркой канавка заполняется флюсом мелкой грануляции, применяемым для полуавтоматической сварки. Подкладка поджимается так, чтобы канавка располагалась под корнем накладываемого шва вдоль его оси.
При сварке применяют стеклоткань марки ТС или ТСТ по ГОСТ 13863-77; стеклоткань сворачивают в несколько слоев в виде пакета толщиной 1,5 - 3 мм, подкладывают под стык и прижимают медной подкладкой.
Керамические подкладки могут быть двух видов: гибкие и жесткие.
В отдельных случаях, по согласованию со строительной организацией, допускается применение удаляемых стальных подкладок.
3.8. Тип подкладок выбирается в зависимости от принятой для данного пролетного строения технологии сварки монтажных стыковых соединений.
3.9. Подкладки всех типов должны быть плотно поджаты по всей длине к нижней поверхности свариваемых листов.
3.10. Разновидностью указанных подкладок являются медные формирующие, охлаждаемые водой ползуны, перемещающиеся синхронно со сварочным автоматом.
3.11. Угловые швы в нахлесточных соединениях выполняют наклонным электродом: в нижнем положении - автоматом, полуавтоматом или вручную; в горизонтальном - полуавтоматом или вручную; в вертикальном - полуавтоматом (порошковой проволокой в среде СО2) или вручную; в потолочном - вручную.
3.12. Швы в нахлесточных соединениях должны иметь плоское или слегка выпуклое очертание с назначаемым в проекте в соответствии с требованиями СН 200-62 отношением высоты к основанию шва (отношение катетов) (рис. 5, а, б, в). Для снижения концентрации напряжений поперечные швы следует выполнять с отношением катетов не менее 1:2,5 и осуществлять механическую обработку (рис. 5, г).
3.13. Угловые швы в тавровых соединениях выполняют вручную - во всех пространственных положениях, в нижнем положении - автоматом или полуавтоматом как без разделки кромок (рис. 6, а), так с двусторонней (рис. 6, б) и односторонней разделкой с подварочным швом (рис. 6, в).
3.14. Швы в угловых соединениях могут быть односторонними (рис. 7, а, в, е) и двусторонними (рис. 7, б, г, д, ж). Угловые соединения применяют без скоса кромок (рис. 7, а, б) односторонним (рис. 7, в, г) или двусторонним (рис. 7, д) скосами одной кромки, а также с односторонним скосом двух кромок (рис. 7, е, ж) и выполняют вручную - во всех пространственных положениях; полуавтоматом - в нижнем, а порошковой проволокой в среде СО2 - и в горизонтальном и вертикальном; автоматом - в нижнем положении.

Рис. 5. Швы в нахлесточных соединениях с различным соотношением катетов

Рис. 6. Швы в тавровых соединениях
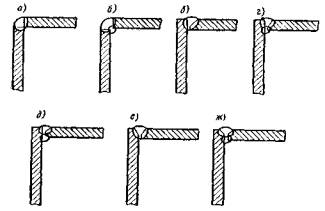
Рис. 7. Швы в угловых соединениях
3.15. Подготовка кромок в тавровых и угловых соединениях выбирается в зависимости от вида соединения и способа сварки по ГОСТ 5264-69, ГОСТ 8713-70 и ГОСТ 14471-76.
3.16. При сварке соединений с лобовыми швами рекомендуемое (см. п. 3.12) отношение катетов обеспечивается наложением швов за несколько проходов.
4. ОСНОВНЫЕ ЭЛЕМЕНТЫ ПРОЛЕТНОГО СТРОЕНИЯ, СОЕДИНЯЕМЫЕ НА МОНТАЖЕ С ПОМОЩЬЮ СВАРКИ
4.1. Сварку на монтаже применяют для соединения следующих основных элементов пролетного строения: двутавровых балок, ребристых и ортотропных плит, диафрагм и связей (рис. 8). При этом тип сварного соединения выбирается в зависимости от конструктивного оформления узлов и сопряжений деталей пролетного строения. Способ и технология сварки назначаются в зависимости от марки стали, конструктивного и пространственного положения сварных соединений и типов швов, а также климатических условий при монтаже и эксплуатации.
4.2. Монтажные элементы перед подачей в пролет должны по возможности укрупняться на берегу, в связи с чем монтажная сварка выполняется как на площадках укрупнения, где должны быть организованы сборочно-сварочные участки, так и в пролете.
4.3. Монтажные стыки двутавровых главных балок пролетных строений, осуществляемые с применением сварки, могут быть цельносварными и комбинированными - болтосварными. Цельносварные стыки предпочтительнее выполнять при сборке балок на берегу, на сплошных подмостях, при расположении стыков над опорами и других подобных случаях.
Болтосварные стыки целесообразно применять при навесном и полунавесном способах монтажа.
4.4. Получивший наибольшее распространение в отечественной практике цельносварной стык конструкции ИЭС им. Е.О. Патона (рис. 9) имеет вставки в стенке и в верхнем поясе1; порядок выполнения в нем стыковых соединений следующий: сначала сваривают стык 1 нижнего пояса, далее, поочередно, вертикальными швами 2 - стыки вставки стенки, а затем - стыки 3 вставки верхнего пояса. Все указанные стыковые соединения выполняют автоматами2.
______________
1 При необходимости устраивается вставка и в нижнем поясе (см. ниже).
2 Более полно порядок выполнения всех монтажных сварных швов в стыках двутавровых балок и других элементов пролетных строений излагается в разделах 11-14.

Рис. 8. Основные элементы пролетного строения, соединяемые на монтаже с помощью сварки
Величина вставки стенки определяется габаритами сварочного автомата (трактора), предназначенного для сварки в нижнем положении, а величина вставок верхнего пояса - еще и габаритами сварочного автомата, предназначенного для вертикальной сварки.

рис. 9. Цельносварной стык главных балок
Для облегчения сборки стенки со вставкой и снижения величины остаточных сварочных напряжений в цельносварных стыках предусматривают так называемые роспуски (т.е. незаверенные участки угловых швов соединения с поясами; длина роспусков определяется по расчету, но принимается не менее 300 мм), которые вручную заваривают при окончательном оформлении стыка. При небольших толщинах стенки, во избежание ее выпучивания, до заварки швов 3 вставку стенки прихватывают к вставке верхнего пояса.
4.5. В болтосварном стыке двутавровых балок (рис. 10) сначала соединяют стенки соседних блоков при помощи накладок 1 и высокопрочных болтов, а затем сваривают стыковые соединения поясов 2 и 3. После этого накладками 4 с прокладками 5 перекрывают технологические окна 6.
4.6. Для обеспечения доступа при сварке стыкового шва нижней ребристой плиты, расположенной снизу под двутавровыми главными балками, в цельносварном стыке в нижнем поясе балки устраивают вставку, которая может служить также для компенсации размерных погрешностей, возникающих в результате неточностей изготовления, монтажа и т.д. Аналогичные вставки могут быть применены и в обоих поясах болтосварного стыка. Принципиальный порядок сборки стыков при этом сохраняется.
Для компенсации размерных погрешностей применяют и другой прием: в поясах оставляют припуски (длиной 50 мм), подрезаемые по месту.

Рис. 10. Болтосварной стык главных балок
4.7. Поперечные стыки ребристых плит, как правило, выполняют цельносварными. При этом первоначально сваривают стыковое соединение горизонтальных листов блоков плит; для пропуска сварочного автомата продольные ребра обрывают, не доходя до стыка листа (рис. 11, а). Затем ребра стыкуют при помощи вставки, ввариваемой вручную, и заваривают роспуски (рис. 11, б).
4.8. Продольный стык нижней ребристой плиты может быть выполнен при помощи стыкового (рис. 11, в) или нахлесточного соединения (рис. 11, д). Сварку стыкового соединения осуществляют автоматом, сварку нахлесточного - автоматом или полуавтоматом в нижнем положении и вручную - в потолочном.
После оформления стыка к горизонтальному листу приваривают поперечные ребра (рис. 11, г и 11, е); при этом угловые швы таврового соединения выполняют полуавтоматом или вручную.
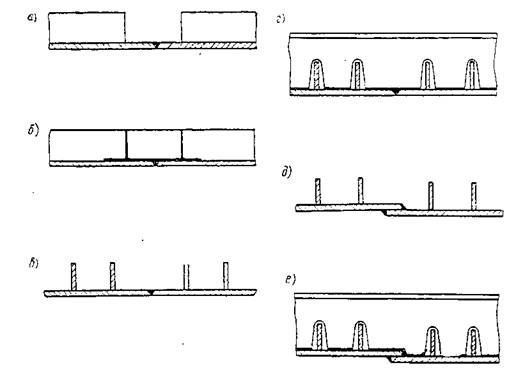
Рис. 11. Сварные стыки ребристых плит.
4.9. Соединения ребристых плит с главными балками выполняют, как правило, цельносварными.
Соединение горизонтального листа плиты с поясом главной балки может быть нахлесточным (рис. 12, а) или стыковым (рис. 12, б). При этом швы стыкового соединения, а также угловые швы (накладываемые в нижнем положении) нахлесточного соединения выполняют автоматом или полуавтоматом, угловые швы в потолочном положении - вручную.
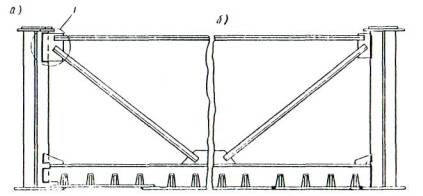
Рис. 12. Сварные соединения ребристых плит с главными балками
Соединение вертикальных стенок и угловых фасовок поперечных ребер плиты с вертикальными ребрами балки может быть нахлесточным (см. рис. 12, а) или стыковым (см. рис. 12, б). Вертикальные швы в обоих случаях выполняют полуавтоматом (порошковой проволокой в среде СО2) или вручную.
4.10. Поперечные стыки ортотропных плит выполняют болтосварными (рис. 13, а) и цельносварными (рис. 13, б, в, г). При этом горизонтальные листы блоков плиты в обоих случаях сваривают автоматом; стыковой шов продольных ребер заваривают полуавтоматом (порошковой проволокой в среде СО2) или вручную.
4.11. Продольные стыки ортотропных плит также могут быть болтосварными или цельносварными. В болтосварных стыках возможны следующие варианты:
а) горизонтальные листы блоков плиты сваривают стыковым швом, а стенки и пояса поперечных ребер соединяют при помощи накладок и высокопрочных болтов (рис. 13, д);
б) горизонтальные листы и пояса поперечных ребер сваривают стыковыми швами, а стенки соединяют при помощи накладок и высокопрочных болтов (рис. 13, е).
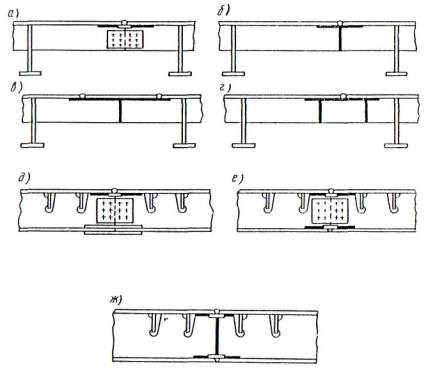
Рис. 13. Стыки ортотропных плит
В цельносварном стыке (рис. 13, ж) горизонтальные листы блоков плиты, стенки и пояса поперечных ребер сваривают стыковыми швами.
Во всех случаях стыки горизонтальных листов блоков плиты сваривают автоматом, а остальные сварные соединения выполняют полуавтоматом (порошковой проволокой в среде СО2) или вручную.
По соображениям, изложенным в п. 4.4, как в поперечных, так и в продольных стыках целесообразно предусматривать соответствующие роспуски тавровых соединений ребер и листа (см. рис. 13). Роспуски заваривают вручную при окончательном оформлении стыков.
4.12. Соединения ортотропных плит с главными балками пролетных строений выполняют болтосварными (рис. 14).

Рис. 14. Сварные соединения ортотропных плит с главными балками
Угловые швы 1 нахлесточного соединения горизонтального листа плиты и верхнего пояса балки (см. рис. 14, а) выполняют в нижнем положении автоматом или полуавтоматом, в потолочном - вручную, а швы 2 стыковых соединений указанных элементов (см. рис. 14, б) - автоматом.
Вертикальные стенки поперечных ребер плиты соединяют при помощи накладок и высокопрочных болтов с вертикальными ребрами балок; пояса поперечных ребер плиты спаривают полуавтоматом или вручную стыковыми швами с продольными ребрами балок или соединяют накладками и высокопрочными болтами со специальными фасонками, приваренными к стенке балки.
4.13. Элементы диафрагмы соединяют на монтаже с главными балками, ортотропными и ребристыми плитами, а при продольном членении главных балок коробчатого сечения - и между собой.
Монтажные блоки диафрагм могут включать в себя элементы главных балок (рис. 15); такие блоки называются диафрагмами-вставками.
4.14. Монтажные соединения блоков диафрагм-вставок могут быть цельносварными (см. рис. 15, а) или болтосварными (см. рис. 15, б).

Цельносварное монтажное соединение диафрагм-вставок включает в себя сварные стыки с главными балками и поперечные сварные стыки с ребристыми и ортотропными плитами; указанные сварные стыки, а также технология их выполнения аналогичны ранее рассмотренным стыкам балок и плит.
Болтосварное монтажное соединение диафрагм-вставок включает в себя болтосварные стыки с главными балками и поперечные сварные стыки с ортотропными и ребристыми плитами. Конструкция и технология выполнения этих стыков аналогичны ранее рассмотренным.
4.15. Монтажное соединение блоков простых диафрагм (рис. 16), не являющихся вставками, как правило, болтосварное.
Соединения нижнего пояса диафрагмы с поясами главных балок осуществляют обычно нахлестанными, при этом угловые швы в нижнем положении выполняют полуавтоматом или вручную, в потолочном - вручную.
Соединение нижнего пояса диафрагмы с ребристой плитой, как правило, стыковое и сваривается автоматом аналогично поперечным стыкам горизонтального листа плиты.
Вертикальные стенки диафрагмы соединяют с поперечными ребрами главных балок с помощью накладок и высокопрочных болтов; возможно и сварное соединение встык.
4.16. Соединение связей с узловыми фасонками, как правило, нахлесточное (см. рис. 12, а, узел 1) и выполняется вручную. Соединение фасонок связей с поперечными балками ребристой плиты - тавровое, а с поперечными ребрами жесткости балок - нахлесточное; в стесненных условиях, в связи с неудобством выполнения вертикальных швов нахлестанного соединения, обращенных к стенке, рекомендуется предусматривать стыковое соединение фасонок с подрезкой их по месту (см. рис. 12, б).
5. СВАРОЧНОЕ ОБОРУДОВАНИЕ ДЛЯ МОНТАЖА ПРОЛЕТНЫХ СТРОЕНИЙ
5.1. Автоматическую сварку под флюсом в нижнем положении выполняют тракторами типа ТС-17, ТС-35, АДФ-1002.
Для выполнения стыкового шва нижнего пояса главной балки в болтосварном стыке (см. п. 4.5) к трактору пристраивают удлинитель, например, конструкции НИИ мостов, на который вынесен сварочный мундштук (см. п. 11.2.5).
5.2. Автоматическую сварку в вертикальном положении осуществляют с принудительным формированием металла шва аппаратами типа А-820М, А-1150У, А-1381 и др.
|
Способ сварки |
Тип полуавтомата |
Тип держателя* |
|
Под флюсом |
ПШ-5 |
ДШ-300 (А-685) |
|
ПШ-54 |
ДШ-54 (А-390) |
|
|
Унифицированные |
А-921М, А-1231, A-792M, |
|
|
А-1035 |
А-836Р |
|
|
А-1197** |
А-921М, А-1231 |
|
|
Порошковой проволокой в среде СО2 |
А-537 |
А-921М, А-1231 |
|
А-765 |
A-921M, А-1231, А-792, А-793М, А-836Р |
|
|
А-920М |
А-921М, А-855Р |
|
|
А-929 |
ДШГ-2 |
* При сварке порошковой проволокой диаметром 2,0-2,2 мм можно использовать держатели для сварки проволокой сплошного сечения. При сварке порошковой проволокой диаметром 2,5-3 мм следует применять держатели типа А-1231, А-792М.
** При заказе указывать: С - ступенчатое регулирование, П - плавное, Г - сварка в среде СО2, Ф - сварка под флюсом.
Для удержания ванны расплавленного металла и шлака по зазору между кромками свариваемых листов устанавливают медные формирующие ползуны, включенные в замкнутую систему и охлаждаемые в летнее время водой, а в зимнее - антифризом или водой с постоянным подогревом.
5.3. Полуавтоматическую сварку выполняют шланговыми полуавтоматами с держателями, типы которых выбирают в соответствии с применяемыми видами сварки (табл. 1).
5.4. Для ручной дуговой сварки следует применять электрододержатели, отвечающие требованиям ГОСТ 14651-78Е, например, типа ЭП-2, ЭД-300, ЭД-300-2, ЭД-500-2, ЭУ-300 и т.д.
5.5 Источники питания (преобразователи и выпрямители) следует выбирать в соответствии с видом сварки и применяемым оборудованием (табл. 2).
|
Способ сварки |
Тип сварочного оборудования |
Тип источника питания |
||
|
Автоматическая под флюсом |
ТС-17, ТС-35, АДФ-1002 |
ПСМ-1000 |
с балластными реостатами |
|
|
ВКСМ-1000 |
||||
|
ПСО-1000, ВС-1000, |
||||
|
ВДМ-1601 |
||||
|
Автоматическая вертикальная |
А-820М |
ПСО-1000 |
||
|
А-1150, А-1381 |
ПСТ-500, ВДУ-504 |
|||
|
Полуавтоматическая под флюсом |
ПШ-5, ПШ-54 |
ПСО-500, ВКС-500, ВС-500, ВС-600 |
||
|
Унифицированное А-1035, А-1197 |
||||
|
Порошковой проволокой в среде СО2 |
ПСГ-500, ВДУ-504 |
|||
|
А-537, А-765, А-920М, А-929 |
||||
|
Ручная электродуговая |
|
ВСС-300, ВДУ-504, ВД-301, |
||
|
ВД-302, ВД-303, ВСУ-500, |
||||
|
ПС-300, ВДУ-300, ПС-500, |
||||
|
ПСУ-500 |
||||
|
ПСО-1000 |
с балластными реостатами РБ-300 |
|||
|
ВКСМ-1000 |
||||
|
ВДМ-1000, ВДМ-1601 |
||||
5.6. При ручной дуговой сварке в потолочном положении рекомендуется применять реле пульсации дуги типа РПД, разработанное институтом «ВНИИмонтажспецстрой», или генераторы импульсов ГИ-ИДС-1, ГИ-ИДС-2, ГИД-1.
6. СВАРОЧНЫЕ МАТЕРИАЛЫ. ТРЕБОВАНИЯ К ИХ ХРАНЕНИЮ
6.1. На монтажном участке следует хранить сварочные материалы, соответствующие требованиям проекта и разработанной технологии. Все сварочные материалы должны иметь сертификаты, удостоверяющие их качество.
6.2. Поступающие на строительство моста сварочные материалы должны быть упакованы согласно требованиям соответствующих стандартов или ТУ. Материалы, поставленные с нарушением целостности упаковки, применять при монтаже пролетных строений не допускается.
Рекомендуется проверять качество каждой повой партии сварочной проволоки, флюса или электродов, поступающих на стройплощадку, применяя для этой цели заварку и испытания контрольных образцов.
6.3. Электроды для ручной сварки должны соответствовать требованиям ГОСТ 9466-75 и 9467-75; их следует хранить в упаковке поставщика по маркам в сухом отапливаемом помещении.
Прокаливать электроды необходимо на режимах, указанных в паспортных данных. После извлечения из прокалочной печи электроды следует помещать для хранения в резервную печь, имеющую температуру 60 - 80°С. Для сварки используют электроды только из резервной печи.
6.4. на рабочем месте прокаленные электроды должны находиться в количестве, необходимом для работы в течение полусмены; для предохранения от увлажнения и механических повреждений их следует хранить в металлических пеналах. Электроды, не использованные в течение 4 ч после извлечения из резервной печи, прокаливают вновь.
6.5. Электродная проволока должна соответствовать требованиям ГОСТ 2246-70*; ее следует хранить в бухтах в сухом отапливаемом помещении при вертикальном расположении бухт.
Запрещается применять для сварки электродную проволоку из мотков, не имеющих металлической бирки.
6.6. Поверхность сварочной проволоки перед намоткой в кассеты необходимо очищать от ржавчины, жиров, технологической смазки и других загрязнений. Разрешается очищать проволоку пропуском через специальные очистные устройства, совмещая эту операцию с намоткой.
Перед очисткой, при наличии смазки, проволоку рекомендуется прокаливать при температуре 150 - 200°С в течение 1,5 - 2,0 ч.
Порошковую проволоку необходимо прокаливать при температуре 200 - 230°С в течение 2 ч. Перед этой операцией бухту проволоки необходимо распушить, т.е. ослабить стягивающие скрутки. Готовая к применению порошковая проволока должна иметь цвет от желтого до коричневого. Отсутствие пожелтения является признаком недостаточной выдержки или низкой температуры в печи; появление синего цвета - признак завышенной температуры прокалки.
Очищенную проволоку и проволоку, намотанную в кассеты, необходимо хранить в сухом отапливаемом помещении при температуре не ниже 15°С не более 24 ч.
Корпуса кассет должны быть окрашены в различные цвета в зависимости от марки наматываемой в них проволоки и иметь на видимой стороне корпуса кассеты четкую надпись краской с указанием марки проволоки.
Проволока, намотанная в кассеты, не должна иметь резких перегибов.
6.7. Флюс для автоматической и полуавтоматической сварки должен соответствовать требованиям ГОСТ 9087-69*; его следует хранить в упаковке поставщика по маркам в сухом отапливаемом помещении.
При хранении флюса свыше указанного в сертификате срока следует проверить его технологические свойства при сварке на оптимальном режиме.
Рекомендуется перед употреблением каждой новой партии флюса, поступающей на строительство, просеивать пробы (не менее 2 кг) для определения гранулометрического состава, однородности и плотности. Пробы следует отбирать от каждого десятого мешка. Просев следует производить через сито с отверстиями 0,25 мм (№ 0,25 по ГОСТ 6613-73*). Просев через сито не должен превышать 3%. При большей величине просева следует произвести просеивание всей партии флюса.
Перед употреблением флюс необходимо прокалить при температуре 350 - 400°С в течение 3 ч с тщательным перемешиванием.
После прокалки флюс должен храниться на подогреваемых до 70 - 90°С поддонах; на рабочем месте его следует хранить в закрытой таре - металлическом ящике объемом, обеспечивающем работу в течение полусмены.
6.8. При необходимости (например, при систематическом появлении дефектов) следует осуществлять дополнительную контрольную проверку качества проволоки, флюса и электродов.
6.9. Марки материалов, предназначенных для сварки металлических конструкций пролетных строений из сталей по ГОСТ 6713-75*, приведены в приложении 1.
7. ТРЕБОВАНИЯ К КВАЛИФИКАЦИИ СВАРЩИКОВ
7.1. К сварке монтажных соединений пролетных строений допускаются только дипломированные сварщики, прошедшие специальную практическую и теоретическую подготовку и имеющие опыт сварки сталей, применяемых в конструкции.
Сварщик должен уметь:
качественно выполнять прихватки и сварку;
правильно производить пуск, регулировку и остановку сварочной аппаратуры, а также устанавливать заданный режим сварки в зависимости от марки стали и условий работы;
пользоваться слесарным инструментом;
определять степень пригодности электродов, сварочной проволоки и флюса;
определять внешние дефекты сварных швов наружным осмотром и оценивать качество швов;
применять рациональные приемы работы и способы организации труда и рабочего места;
соблюдать правила техники безопасности, производственной санитарии и пожарной безопасности.
7.2. К выполнению прихваток три оборке пролетных строений кроме сварщиков допускаются рабочие, имеющие квалификацию сборщика-прихватчика. Порядок аттестации их изложен в «Инструкции по аттестации сборщиков-прихватчиков».
Сборщик-прихватчик должен уметь:
производить зачистку кромок от заусенцев и поверхности металла от ржавчины, грязи, масла, влаги и других загрязнений;
размечать простейшие детали с нанесением линий, рисок, определяющих положение их при сборке;
подготовить и ввести в работу сварочное оборудование;
подобрать режим сварки;
выполнять прихватки ручной электросваркой;
применять рациональные приемы работ и способы организации труда и рабочего места;
выполнять работы с соблюдением правил техники безопасности, производственной санитарии и пожарной безопасности.
8. ОРГАНИЗАЦИЯ УЧАСТКОВ СБОРКИ И СВАРКИ
8.1. Участки укрупнительной сборки и сварки блоков главных балок, ортотропных и ребристых плит создают, в зависимости от местных условий, на одном или обоих берегах реки в районе строительства моста. Укрупнительную сборку и сварку конструкций рекомендуется осуществлять в специальных, желательно утепленных, помещениях-укрытиях, оснащенных крановым оборудованием для подъема, кантовки и переноски конструкций, сварочным оборудованием (источники питания, автоматы, полуавтоматы и др.), сборочно-сварочными стендами, сборочной оснасткой и приспособлениями.
8.2. Для выполнения сварочных работ в пролете в непосредственной близости от места производства работ необходимо иметь (на одном или обоих берегах - в зависимости от схемы монтажа):
источники электроэнергии требуемой мощности;
переносные помещения (будки - контейнеры) с установленными в них источниками питания, сварочной аппаратурой, сварочными кабелями, инструментом и полусменным запасом сварочных материалов;
помещения для храпения и ремонта сварочной аппаратуры с необходимым слесарным оборудованием и местом для запасных деталей сварочных аппаратов;
сухие отапливаемые помещения для хранения сварочных материалов с электропечами для прокалки флюса, электродов и порошковой проволоки, резервными печами для хранения прокаленных материалов и станком для очистки и намотки электродной проволоки в кассеты;
переносные тепляки для выполнения сварочных работ в пролете в холодное время года; конструкция тепляков должна исключать возможность возникновения сквозняков. Тепляки должны отапливаться электрокалориферами, поддерживающими температуру воздуха в нем не ниже 0°С;
переносные навесы - палатки для выполнения работ при выпадении атмосферных осадков.
8.3. Все участки монтажа металлоконструкций пролетного строения должны быть оборудованы постами ручной электродуговой сварки (для постановки прихваток, подварки швов, вспомогательных работ), компрессорами или магистралями сжатого воздуха (для подключения флюсоотсасывающей аппаратуры, пневматического инструмента, продувки зазоров и т.д.), постами пескоструйной или дробеструйной очистки металла под сварку.
8.4. Все участки сварки должны быть хорошо освещены для работы в темное время суток и в закрытых местах. На участках сварки следует устанавливать электрические розетки для подключения электроинструмента и переносных электроламп.
8.5. Каждый участок сварки должен быть обеспечен газокислородной аппаратурой: горелками большой мощности для просушки влажного металла, подогрева свариваемых кромок и термической правки деформированных участков конструкции, секаторами и резаками для обрезки деталей при подгонке.
8.6. Каждый участок вертикальной автоматической сварки должен быть обеспечен подводом воды для охлаждения устройств, формирующих шов.
8.7. Пост для сварки порошковой проволокой в среде углекислого газа должен быть оснащен подогревателем углекислоты, осушителем и ротаметром (расходомером газа). Вместо ротаметра можно применять дроссельную шайбу с калиброванным отверстием, устанавливая расход газа по манометру низкого давления редуктора; целесообразно применять редукторы, снабженные шкалой расхода газа (типа редуктора УЗО с ротаметром МТП-280А).
8.8. В случае выполнения монтажных работ при отрицательных температурах необходимо оборудовать в непосредственной близости от места сварки помещения для обогрева сварщиков и просушки спецодежды, а сварочные участки обеспечить необходимым инструментом для очистки рабочего места от снега.
Для работы при отрицательной температуре редукторы автоматов и других механизмов необходимо смазать зимней смазкой, коллекторы генераторов защитить от наледи и предусмотреть (при отсутствии антифриза) подогрев в системе охлаждения формирующих устройств при вертикальной автоматической сварке.
8.9. Сварочные работы при дожде или снегопаде следует осуществлять с применением укрытий-навесов, палаток из фанеры и досок, покрытых огнезащитной краской, или из брезента.
8.10. В соответствии с мощностью сварочных выпрямителей (преобразователей), электроинструмента, нагревательных и осветительных приборов к участкам сборки и сварки должны быть подведены отдельные линии питания от источников переменного тока, обеспечивающие поддержание устойчивого напряжения в сети при выполнении сварочных работ. Разрешается осуществлять питание двигателей сварочных преобразователей от передвижной электростанции.
8.11. Площадки монтажа металлоконструкций пролетного строения должны иметь необходимое (определяемое в проекте производства работ) количество сварочной аппаратуры, инструментов и материалов, монтажных приспособлений, а также горюче-смазочных материалов и запчастей к сварочному и вспомогательному оборудованию.
8.12. Для обеспечения строительства моста в нормативные сроки оснащение каждого сборочно-сварочного участка должно в основном соответствовать приводимому ниже примерному перечню. В зависимости от местных условий и сроков монтажа оснащение изменяется в соответствии с расчетами и сетевыми графиками строительства.
Примерный перечень оборудования:
1. Аппараты для автоматической вертикальной сварки (см. п. 5.2) - 3 шт.
2. Источники питания, из расчета по одному на каждый аппарат для вертикальной сварки (см. табл. 2) - 3 шт.
3. Автомат для сварки под флюсом в нижнем положении (см. п. 5.1) - 6 шт.
4. Источники питания, из расчета по одному на каждый автомат (см. табл. 2) - 6 шт.
5. Полуавтоматы для сварки под флюсом, порошковой проволокой в среде СО2 или унифицированные (см. табл. 1) - 4 шт.
6. Источники питания, из расчета по одному на каждый полуавтомат (см. табл. 2) - 4 шт.
7. Электрододержатели (см. п. 5.4) - 50 шт.
8. Сварочный выпрямитель (преобразователь) многопостовой (см. табл. 2) - 4 шт.
9. Балластные реостаты (см. табл. 2) - 36 шт.
10. Сварочный выпрямитель для ручной дуговой сварки (см. табл. 2) - 6 шт.
11. Магнитные пускатели П-522 - по одному на каждый источник питания.
12. Магнитные пускатели П-222 - 4 шт.
13. Вольтметры постоянного тока от 0 до 75 В - по одному на каждый источник питания и на каждый сварочный аппарат.
14. Амперметры постоянного тока до 1000 А с шунтами - по одному на каждый сварочный трактор.
15. Амперметры постоянного тока до 500 А с шунтами - по одному на каждый аппарат для вертикальной сварки.
16. Рубильник ЯК-400 - по одному на каждый источник питания сварочного трактора.
17. Рубильник ЯК-200 - по одному на каждый источник питания аппарата для вертикальной сварки.
18. Кабель типа ПРГД сечением 1×95 или 1×120 мм2 - по 50 - 80 м на каждый сварочный трактор.
19. Кабель типа ПРГД сечением 1×75 мм2 - по 50 м на каждый аппарат для вертикальной сварки и полуавтомат.
20. Кабель НРШМ сечением 16×1,5 мм2 - по 60 м на каждый сварочный трактор и аппарат для вертикальной сварки.
21. Кабель НРШМ сечением 4×1,5 мм2 - по 25 м на каждый источник питания.
22. Кабель КРПТ сечением 3×35+1×16 мм2 - по 150 мм на каждое помещение для источников питания.
23. Провод ППВ 2×1,5 мм2 - 300 м.
24. Текстолит толщиной 10 мм - 6 м2.
25. Насос водяной производительностью 30 - 40 л/мин при напоре 2,5 - 3 кгс/см2 типа «Кама» - 3 шт.
26. Система охлаждения с баком емкостью 0,5 м3 и разводной арматурой - 3 шт.
27. Трубки медные диаметром 8 - 10 мм - 40 м.
28. Медь листовая толщиной 12 - 16 мм - 4 м2.
29. Медь (прутковая) диаметром 12 - 16 мм - 20 м.
30. Шланги резиновые, рассчитанные на давление воды до 3,0 кгс/см2 - 300 - 500 м.
31. Изоляционная лента - 4 кг.
32. Наборы инструментов - по одному комплекту на каждую сварочную установку.
33. Шкафы сушильные для прокалки электродов и порошковой проволоки типа СНОЛ 3,5×3,5×3,5/ЗМ - 3 шт.
34. Электропечи для прокалки флюса с температурой нагрева 350 - 400°С - 2 шт.
35. Станок для очистки и намотки сварочной проволоки сплошного сечения в кассеты сварочного трактора и полуавтомата - 1 - 2 шт.
36. Станок для намотки порошковой проволоки - 1 - 2 шт.
37. Баллоны с углекислым газом для сварки порошковой проволокой на каждый пост - 3 шт.
38. Редукторы УЗО с ротаметром МТП-280А для баллонов с углекислым газом на каждый пост - 3 шт.
39. Аппарат «Радуга» в комплекте с резаком РЗР-01-55 - 2 шт.
40. Резаки «Пламя» и «УР-50» для ручной газовой резки - 20 шт.
41. Горелки ГЗУ-2-62 - 4 шт.
42. Горелки ГАО-60 с резаком УР-50 (сопло № 14), горелки СУ (мундштук № 4 - 2 компл).
43. Электрошлифовальные машины типа ИЭ2102А, ИЭ2103А - 6 шт.
44. Пневмошлифовальные машины (прямая, торцевая, угловая) типа ЭЛ1087, ИП2204, ИП2102 - 12 шт.
45. Пескоструйный (дробеструйный) аппарат - 2 шт.
46. Компрессор КС-9 - 6 шт.
47. Домкраты различной грузоподъемности - 10 шт.
48. Баллоны для кислорода - 40 шт.
49. Баллоны для пропанбутана - 40 шт.
50. Редуктор кислородный типа РК-53БМ на каждый пост - 3 шт.
51. Редуктор пропанобутановый типа РД-1БМ на каждый пост - 3 шт.
52. Реле пульсации дуги типа РПД или генераторы импульсов ГИ-ИДС-1, ГИ-ИДС-2, ГИД-1 (см. п. 5.6) - 15 шт.
53. Круги для шлифмашинок типа Д-230×22, ПП-230×10×22, ОП-330×18×22 - 1500 шт.
54. Защитные светофильтры с маркой стекла ТС-3, типа Э-2, Э-3, Э-4 - 100 шт.
55. Различные приспособления (струбцины, скобы, клинья) - по требованию монтажников.
9. ОБЩИЕ ТРЕБОВАНИЯ К СБОРКЕ И СВАРКЕ МОНТАЖНЫХ СОЕДИНЕНИЙ
9.1. Требуемые эксплуатационные свойства монтажных сварных соединении обеспечивают:
1) выбором рациональной конструктивной формы соединения;
2) применением рациональных способов и технологии сварки, включая назначение соответствующих режимов сварки и сварочных материалов;
3) тщательным выполнением пооперационного контроля;
4) механической обработкой сварных соединений после сварки.
9.2. Для обеспечения высокого качества сварки соединений элементов на монтаже необходимо тщательное выполнение сборки.
Собранные под сварку элементы для закрепления в заданном положении должны соединяться прихватками. При плотном и падежном закреплении деталей (элементов) механическим способом, препятствующим их сдвигу при сварке, разрешается прихватки не ставить.
9.3. При транспортировке, кантовке и других операциях, связанных со сборкой конструкций под сварку, должны быть приняты меры, исключающие возможность их общего или местного остаточного деформирования, а также обмятия поверхности.
Переноска и кантовка краном собранных крупногабаритных блоков без применения специальных приспособлений, обеспечивающих неизменяемость их формы, не допускается.
9.4. Не допускается подгонка собираемых соединений с чрезмерным натяжением элементов или нанесением ударов, способствующих появлению вмятин, погнутостей, местной остаточной деформации и наклепа. Правку погнутых деталей перед сборкой и элементов, потерявших форму после сварки в результате развития сварочных деформаций, следует производить местным нагревом в соответствии с указаниями раздела 15 данного Руководства.
9.5. При выполнении работ в условиях повышенной влажности, после дождя и снега основной металл в зоне монтажных сварных соединений перед сваркой следует высушить газовым пламенем, а в необходимых случаях (с учетом температуры воздуха, используемых марок и толщин сталей - см. п. 10.1) применять предварительный или сопутствующий подогрев в соответствии с указаниями настоящего Руководства. Просушку влажного металла, термическую правку и подогрев должен выполнять рабочий, прошедший специальную подготовку и инструктаж.
9.6. Монтажные вставки элементов главных балок, диафрагм, продольных ребер и горизонтальных листов плит и др., имеющие припуск по длине или ширине, подгоняют по месту газовой резкой (секатором или ручной) с последующей механической зачисткой кромок.
9.7. Кромки деталей элементов, подлежащие сварке, и участки металла шириной 20 - 30 мм, прилегающие к этим кромкам с обеих сторон, а также поверхность подкладок, прижимаемых к нижней поверхности свариваемых листов и стыковых соединениях (рис. 17), должны быть очищены по всей длине от загрязнений, ржавчины и брызг металла абразивным кругом до металлического блеска, продуты сжатым воздухом и, при необходимости, подготовлены в соответствии с указаниями п. 9.5.
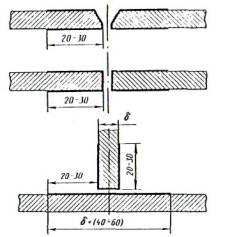
Рис. 17. Зачистка кромок иол сварку
9.8. При сборке соединений под сварку на прихватках последние выполняют на постоянном токе обратной полярности электродами, указанными в табл. 3 приложения 1, диаметром 4 мм.
При сборке угловых соединений катет прихватки должен быть не более 50% катета шва, расстояние между прихватками - не более 500 мм, а длина прихватки - 50 - 80 мм.
При сборке стыковых соединений следует принимать: толщину прихватки - 3 - 4 мм; ширину прихватки - 6 - 8 мм; длину прихватки - 50 - 80 мм; расстояние между прихватками - 500 - 300 мм (первые значения размеров отвечают толщинам свариваемых деталей 10 - 16 мм, а вторые - толщинам 20 - 40 мм).
При сборке тавровых и нахлесточных соединений (пересечение ребер плит, приварка плит к главным балкам и т.д.) рекомендуется принимать: катет прихватки не более 50% катета углового шва, но не менее 4 мм; расстояние между прихватками - не более 500 мм; длину прихватки - 50 - 80 мм (большая длина прихваток отвечает сварке деталей больших толщин).
9.9. Прихватки должны выполнять сварщики, имеющие дипломы или удостоверения на производство сварочных работ, или аттестованные сборщики-прихватчики.
9.10. К качеству прихваток предъявляются такие же требования, как и к основным швам. При наличии прихваток с дефектами их необходимо удалять либо воздушно-дуговой строжкой резаками типа РВД с последующей механической зачисткой поверхности реза абразивным инструментом, либо сразу абразивным инструментом.
9.11. Конструктивные элементы подготовленных под сварку кромок и величины стыковых зазоров должны быть приведены в чертежах КМ.
9.12. В стыковых соединениях допуск на зазор назначается в зависимости от принятого способа сварки, толщины металла, наличия формирующих корень шва устройств, расположения шва в пространстве. Для ручной сварки допуск принимают равным ±1 мм.
Превышение кромок (депланация) стыкуемых листов равной толщины из плоскости соединения допускается не более 0,1 толщины стыкуемых листов, но не более 2 мм (рис. 18, а). Депланация кромок соединений под вертикальную автоматическую сварку не должна превышать 1 мм.
Допускается термическая правка кромок листов для уменьшения депланации вследствие местного изгиба.
Уступ кромок в плоскости соединения для полок и других свободных по ширине листов - не более 2 - 4 мм (рис. 18, б). В тавровых соединениях зазор зависит от положения в пространстве: горизонтальный зазор следует выдерживать в пределах 0 - 2 мм (рис. 18, в), вертикальный - в пределах 0 - 1 мм (рис. 18, г). Аналогичные требования к зазорам и в нахлесточных соединениях.
9.13. При сборке элементов под сварку на клетках и стендах-фундаментах необходимо предусматривать строительный подъем, а также предварительные переломы и сдвиги в стыках для компенсации сварочных деформаций, влияющих на окончательные размеры и форму конструкций. Величины предварительных переломов и сдвигов назначают в проекте производства работ и проверяют при сварке первых блоков.

Рис. 18. Допускаемые отклонения при сборке сварных стыковых и тавровых соединений
9.14. Сборку стыковых соединений под автоматическую сварку следует осуществлять с применением выводных планок, привариваемых к торцам соединений. Выводные планки сварных соединений необходимо устанавливать в одной плоскости со свариваемыми деталями элементов вплотную к их кромкам, во избежание прожога и протекания металла и шлака при сварке.
Допуски на точность установки и на конструктивные элементы подготовленных кромок выводных планок такие же, как и для основных деталей элементов, указанных в чертежах.
Выводные планки должны иметь ту же толщину и форму подготовленных кромок и изготавливаться из того же металла, что и свариваемые элементы конструкций. В местах, где невозможно поставить выводные планки (например, у концов поперечных стыковых швов ребристых плит, укладываемых на пояса главных балок), после автоматической сварки и последующей зачистки конца шва абразивным кругом начальный и концевой участки (длиной 100 - 120 мм) каждого слоя следует доваривать вручную.
9.15. В стыковых соединениях, свариваемых на подкладках (см. п.п. 3.7 - 3.10), зазор между прокладкой и плоскостью свариваемых листов не должен превышать 1 мм.
9.16. Сборку стыковых и угловых соединений, подготавливаемых под ручную сварку, разрешается осуществлять без применения выводных планок.
9.17. Соединения, собранные под сварку, должны быть предъявлены лицу, ответственному за сварку. Если подготовленные стыки в течение 24 часов не были сварены, необходимо перед сваркой повторно произвести сушку и очистку данного стыка и вновь предъявить его.
9.18. Сварку монтажных соединений следует выполнять по заранее разработанной технологии, устанавливающей способы и приемы сварки, порядок наложения швов и режимы сварки. Автоматическую, полуавтоматическую и ручную сварку конструкций пролетных строений следует выполнять на постоянном токе обратной полярности (минус на изделии). Обычно применяемый порядок сварки наиболее типичных монтажных соединений указан в разделах 11-13 настоящего Руководства. Принятый порядок сварки должен быть указан в проекте производства работ.
9.19. Работы по сварке конструкций на монтаже должны осуществляться под руководством бригадиров, мастеров и прораба, имеющих специальную техническую подготовку (см. п.п. 2.4, 2.6).
Соблюдение установленной технологии должно систематически контролироваться мастерами, техническими руководителями сварочных работ, а также представителями проектной организации и научно-исследовательского института, оказывающего научно-техническую помощь по технологии монтажной сварки.
9.20. Режим сварки монтажных соединений назначается исходя из типа соединения, положения шва в пространстве вида сварки и диаметра применяемой электродной проволоки пли электродов и должен обеспечивать требуемые механические свойства сварных соединений; при этом коэффициент φ формы провара, в соответствии с требованиями главы СНиП III-18-75, должен составлять для стыкового однопроходного шва φ ≥ 1,5 для углового - φ ≥ 1,3.
Перед началом монтажной сварки пролетных строений, c целью окончательной проверки и последующего утверждения технологии, сварщиками строительной организации завариваются контрольные соединения для определения механических свойств и формы провара. В соответствии с требованиями главы СНиП III-18-75 при сварке контрольных соединений следует применять основной металл, сварочные материалы и режимы сварки, принятые для данных пролетных строений. Заваривают контрольные соединения всех типов, встречающихся на данном объекте, с учетом толщин основного металла и положения в пространстве. Количество образцов, изготовляемых из контрольных соединений, назначается в соответствии с требованиями главы СНиП III-18-75. Испытания образцов выполняют в соответствии с ГОСТ 6996-66.
9.21. Показатели прочности, пластичности, вязкости и твердости сварных швов и околошовной зоны в соответствии с требованиями СН 200-62 и главы СНиП III-18-75 должны быть следующими: пределы текучести и прочности не ниже браковочного минимума основного металла по ГОСТ 6713-75*; твердость по алмазной пирамиде: в стыковых соединениях - не выше 350 единиц, в нахлесточных, тавровых и угловых - не выше 400 единиц; ударная вязкость металла шва и по линии сплавления при расчетной минимальной температуре воздуха - не ниже 3 кгс·м/см2, относительное удлинение - не ниже 16%, угол загиба - не менее 120°.
9.22. В процессе монтажа для наиболее ответственных сварных соединений должны быть изготовлены и сварены в соответствии с указаниями главы СНиП III-18-75 пластины для механических испытаний контрольных образцов. Типы соединений и количество пластин определяются проектной организацией.
9.23. В некоторых случаях, определяемых местными условиями, рекомендуемые настоящим Руководством режимы сварки могут корректироваться в пределах ±5% по величине тока, ±10% по скорости сварки и ±2 В по напряжению на дуге от номинальных значений.
Правильность корректировки режимов проверяется испытаниями контрольных образцов.
Измененные режимы сварки должны быть занесены в технологическую документацию.
9.24. Монтажные швы следует выполнять на всей длине без перерыва. При случайной остановке кратер и прилегающий к нему участок шва на длине 50 - 100 мм до возобновления сварки зачищается абразивным инструментом; сварка возобновляется на зачищенном участке.
9.25. При ручной и полуавтоматической сварке элементов зажигать дугу на основном металле вне границ шва и выводить кратер на основной металл не допускается. Все случайные ожоги основного металла сваркой следует тщательно зачистить абразивным инструментом на глубину не менее 0,5 мм; риски от обработки должны располагаться вдоль основного усилия в элементе.
9.26. При сварке многослойных швов после каждого прохода следует полностью удалять шлак, а последующий слой накладывать после тщательного осмотра предыдущего слоя шва и удаления отдельных поверхностных дефектов механической обработкой.
9.27. Около шва сварного соединения должен быть проставлен номер или знак сварщика, выполнившего этот шов. Клеймо сварщика рекомендуется ставить на расстоянии 100 - 150 мм от начала и конца шва. При длине шва менее 1 м клеймо сварщика ставится один раз. Место постановки клейма следует обводить белилами.
9.28. Удалять выводные планки следует газовой резкой после осмотра швов, контроля их качества УЗД, а при необходимости - гамма - просвечиванием и при условии, что швы не содержат дефектом, выходящих за пределы допусков, нормированных главой СНиП III-18-75.
Места установки планок после их удаления тщательно зачищают абразивным инструментом согласно требованиям раздела 16 настоящего Руководства; в соответствии с требованиями главы СНиП III-18-75 на торцах стыковых швов выполняют контрольные макрошлифы.
9.29. Подогрев кромок следует производить в соответствии с рекомендациями раздела 10 настоящего Руководства.
9.30. Сварку соединений на монтаже разрешается производить при температуре окружающего воздуха не ниже минус 30°С.
10. ПОДОГРЕВ КРОМОК ПОД СВАРКУ
10.1. В сварных соединениях конструкций из стали классов до С52/40 включительно необходимо применять предварительный подогрев кромок под сварку при следующих условиях:
при температуре воздуха ниже 0°С;
при положительной температуре воздуха для стали класса С52/40 толщиной 16 мм и больше;
при вышеупомянутых условиях перед наложением последующих слоев в многослойных швах в случае, когда температура предыдущего слоя снизилась до 100°С.
В тех случаях, когда использование предварительного подогрева не исключает появления трещин в сварных соединениях, применяют сопутствующий подогрев, а в особо сложных условиях (при температуре воздуха ниже минус 20°С) - еще и послесварочный подогрев с выдержкой зоны сварного соединения при указанной ниже температуре (см. п. 10.3) не менее 1 ч.
10.2. При использовании подогревающей горелки, располагающейся перед сварочной дугой на заданном расстоянии и перемещающейся со скоростью сварки (синхронный подогрев), свариваемые детали должны быть нагреты до требуемой температуры равномерно по толщине на ширине не менее 50 мм от оси накладываемого шва.
Если скорость перемещения подогревающей горелки не совпадает со скоростью сварки или подогрев осуществляется до начала сварки, ширина зоны подогрева (до заданной температуры) должна быть 100 мм от оси накладываемого шва.
10.3. Температура предварительного, сопутствующего и послесварочного подогрева на ширине, указанной в п. 10.2 зоны, должна находиться в пределах 120-160°С; температура послесварочного подогрева не должна превышать 200°С.
10.4. Для контроля температуры подогрева рекомендуется использовать термокарандаши и приборы с переносной контактной термопарой. Характеристики указанных приборов приведены в приложении 2.
10.5. Выбор газопламенных горелок для синхронного предварительного подогрева (Т=120°С) рекомендуется осуществлять следующим образом.
Таблица 3
|
Схема нагрева свариваемых деталей |
Толщина подогреваемого металла, мм |
Приведенная толщина Sпр мм |
|
|
S |
S1 |
||
|
|
16 |
16 |
16 |
|
|
20 |
20 |
15 |
|
30 |
30 |
21 |
|
|
40 |
40 |
26 |
|
|
|
20-40 |
10-20 |
0,9S+0,5S1 |
|
|
10-16 |
12-40 |
|
|
|
10-16 |
12-40 |
0,5(S+S1) |


Исходя из типа соединения определяют по табл. 3 приведенную толщину металла Sпp . Принимая амплитуду колебания горелки относительно оси соединения равной 15 мм и расстояние l между ядром пламени подогревающей горелки и сварочной дугой равным 800 мм, с учетом температуры воздуха Тв находят по рис. 19, а требуемую эффективную мощность пламени подогревающей пропан-бутано-кислородной горелки, а затем марку и номер наконечника, который ориентировочно выбирают по приложению 3. Для точного определения эффективной мощности пламени выбранной горелки следует воспользоваться методикой, приведенной в приложении 4.
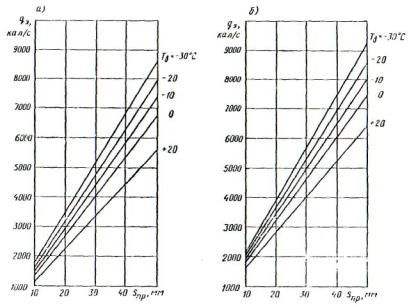
Рис. 19. Зависимость эффективной мощности qэ нагревателя от приведенной толщины металла Sпp и температуры воздуха Тв:
а - при расстоянии между ядром пламени подогревающей горелки и сварочной дугой l = 800 мм; б - при l = 1200 мм
При необходимости увеличения расстояния l до 1200 мм требуемая эффективная мощность определяется по рис. 19, б.
Допускается применять для подогрева ацетиленокислородные горелки и определять их эффективную мощность по рис. 19, уменьшая полученные значения на 10%.
Если скорость сварки v' отличается от принятой для построения графиков v = 25 м/ч, требуемую эффективную мощность q'э можно определять по формуле
![]()
где qэ - эффективная мощность по рис. 19.
10.6. Для осуществления предварительного и сопутствующего подогрева допускается, а для послесварочного - рекомендуется применять электрические нагреватели, например, гибкие пальцевые нагреватели сопротивления, характеристики которых приведены в приложении 5.
10.7. После проведения сварки с подогревом рекомендуется накрывать сварное соединение теплоизоляцией (см. приложение 5).
11. СБОРКА И СВАРКА МОНТАЖНЫХ СТЫКОВ ГЛАВНЫХ БАЛОК
11.1. Цельносварные стыки
11.1.1. При выполнении цельносварных стыков на площадках укрупнения должен соблюдаться указанный ниже порядок производства работ:
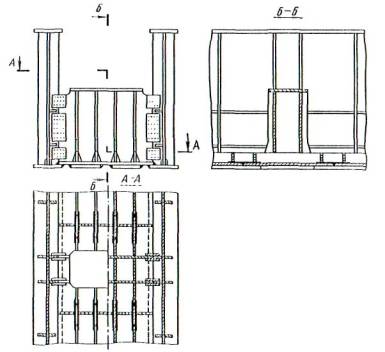
1) установка блоков главных балок на жесткие сборочные клетки или стеллажи-фундаменты, выверенные по кривой строительного подъема, с корректировкой на влияние сварочных деформаций (угловых и осевых), величина которых должна быть учтена в проекте производства работ. При выполнении первых четырех стыков угловая и осевая деформации должны быть замерены и произведена корректировка их величин для учета при сборке и сварке последующих стыков. Допуск на угол перелома в монтажных стыках ±0,0002. Для исключения влияния прогиба от собственного веса блоков каждый из них должен опираться не менее чем на три точки: две - по концам блока и одна - под серединой (рис. 20);
2) геодезический контроль блоков в плане и профиле;
3) приемка стыка блоков под сварку, с фиксацией в журнале;
4) подготовка и сварка монтажного стыка блоков балок по технологии, изложенной в настоящем Руководстве;
5) после окончания сварочных работ, повторного геодезического контроля, контроля сварных швов, исправления дефектов и приемки остальных работ с фиксацией в журнале укрупненный блок при необходимости, в соответствии с проектом, снабжают шпренгелями и подают на монтаж.

Рис. 20. Сборка цельносварного стыка при укрупнении балок на площадке
11.1.2. В случае применения монтажных цельносварных стыков при сборке блоков навесным или полунавесным способом ранее смонтированный участок 1 пролетного строения следует обустроить приемной консолью 3. Монтируемый блок 2 главных балок при навесной сборке целиком устанавливают и закрепляют на приемной консоли; при полунавесной - одним концом опирают на приемную консоль (рис. 21), а другим - на временную или постоянную опору; при этом должен быть учтен угол поворота концевого сечения балок при изгибе от действия их собственного веса - для получения проектной кривой строительного подъема.
Порядок производства работ сохраняется таким же, как и в п. 11.1.1.

Рис. 21. Сборка цельносварного стыка в пролете при полунавесном монтаже пролетного строения

Рис. 22. Очередность сварки цельносварного стыка главных балок
11.1.3. Цельносварные монтажные стыки главных балок оформляют в очередности, указанной на рис. 22. При этом каждый последующий шов накладывают после контроля качества предыдущего шва (при сварке вставок - после выполнения двух стыковых швов) и исправления дефектов. Вначале собирают и сваривают стык нижнего пояса балки (шов 1), затем подгоняют, собирают и вваривают вставку вертикальной стенки (швы 2-5), далее подгоняют, собирают и вваривают вставку стыка верхнего пояса балки (швы 6-7), затем подгоняют и вваривают вставки горизонтальных ребер жесткости (швы 8-11), далее заваривают поясные угловые швы (12-13) и угловые швы вставок горизонтальных ребер (швы 14). После выполнения всех сборочно-сварочных работ с пооперационным контролем качества сварных соединений и исправлением в них дефектов, удаления подкладок срезают выводные планки и сборочные скобы, подготавливают и контролируют макрошлифы на торцах стыковых швов (см. п. 17.4.2), осуществляют механическую обработку сварных соединений и мест приварки монтажных деталей (см. раздел 16).
11.1.4. Работы по сборке и сварке стыка нижнего пояса (шов 1 на рис. 22) выполняют в следующем порядке:
1) подготавливают соединение под сварку (см. раздел 9 Руководства);
2) устанавливают и приваривают выводные планки;
3) устанавливают под ось шва подкладки (рис. 23, а) и поджимают их к нижней поверхности стыкуемых листов подклинкой или домкратом; при этом клинья или домкраты не следует удалять до полного остывания металла после сварки;

Рис. 23. Установка подкладок:
1 - домкрат; 2 - медная подкладка; 3 - стальная подкладка
4) выводные планки соединяют друг с другом прихватками, накладываемыми в разделку у наружного конца планок на 1/3 - 1/2 их длины;
5) устанавливают направляющие рельсы автомата параллельно оси шва. Задают необходимый вылет электродной проволоки и на холостом ходу автомата контролируют правильность ее расположения относительно оси шва; настраивают автомат на заданный режим сварки;
6) при необходимости (см. п. 10.1) производят подогрев свариваемых кромок листов;
7) осуществляют автоматом сварку стыкового соединения наложением многослойного шва. При наличии в стыке большого (4 - 5 мм) зазора первый слой рекомендуется выполнять вручную. Первые 2 - 3 слоя шва следует накладывать строго по оси разделки кромок, а последующие - с поочередным смещением на одну и другую кромки стыкового соединения. Рекомендуемые режимы сварки приведены в приложении 6.
При наличии в нижнем поясе вставки (рис. 23, б) принципиальный порядок выполнения операций остается прежним, однако сварку стыковых соединений следует вести, чередуя выполнение слоев обоих швов. Например, сначала выполняют 2 - 3 слоя первого шва, затем 2 - 3 слоя второго, после этого снова 2 - 3 слоя первого, затем - полностью заполняют разделку второго и, наконец, окончательно заваривают первый;
8) удаляют подкладки, осуществляют контроль швов ультразвуковой дефектоскопией и исправление дефектов;
9) удаляют выводные планки, выполняют механическую обработку мест установки выводных планок; подготавливают и контролируют макрошлифы на торцах стыков.
11.1.5. Количество слоев стыкового шва зависит от толщины свариваемого металла, формы и параметров разделки кромок, величины зазора и режима сварки.
Ориентировочные данные о количестве слоев шва, требуемом для сварки стыковых соединений с V-образной разделкой кромок при угле скоса 30 - 35°, притуплении 2 мм и зазоре 2 - 4 мм, приведены в приложении 7.
11.1.6. Сборку вертикальных вставок цельносварных стыков главных балок осуществляют в два приема: вначале с помощью клиповых приспособлений (рис. 24, а) выравнивают плоскости стыкуемых деталей, а затем-с помощью скоб, привариваемых с обратной стороны к обеим свариваемым деталям (рис. 24, б) фиксируют положение этих деталей на период сварки стыковых соединений.
Количество приспособлений, устанавливаемых на каждом стыке вставки, зависит от кривизны кромок и определяется мастером в каждом конкретном случае, но должно быть не менее 5 шт.
11.1.7. При сборке вставок в вертикальных листах стыков главных балок зазор в стыке, свариваемом во вторую очередь, должен быть на 2 мм меньше зазора в стыке, свариваемом в первую очередь.
11.1.8. В связи с тем, что конструкции аппаратов для вертикальной сварки не позволяют начинать процесс непосредственно с нижнего пояса балки, в вертикальной вставке следует предусматривать подготовку примыкающих к нижнему поясу кромок со скосами под ручную сварку на длине не менее 150 мм (см. рис. 22, швы 2, 3).
11.1.9. Работы по сборке и сварке монтажного стыка стенки балки (швы 2-5 на рис. 22) выполняют в следующем порядке:
1) проверяют маркировку, размечают, обрезают и подгоняют по месту монтажную вставку стыка стенки балки. Виды разделки и величина зазоров между кромками вставки и вертикальной стенки для автоматической сварки зависят от типа применяемого аппарата и толщины металла (рис. 25 и 26). Допуск на величину зазора принимают -1, +2 мм.

Рис. 24. Сборка вертикальной вставки в цельносварном стыке:
1 - вертикальный лист; 2 - вставка; 3 - скоба
При сварке листов толщиной 12 - 14 мм аппаратом А-820М кромки не имеют скосов (рис. 25, а, сечение Б-Б); начальный участок под ручную сварку имеет Х-образную разделку (сечение А-А). Соответственно этому, при толщине металла 12 - 14 мм, в нижней части вертикальной вставки на длине 150 мм имеются выступы, образуемые сочетанием различных видов скосов кромок. При толщине 20 - 25 мм по всей длине шва разделка кромок V-образная, а при толщине 28 - 32 мм - Х-образная (рис. 25, сечение В-В).
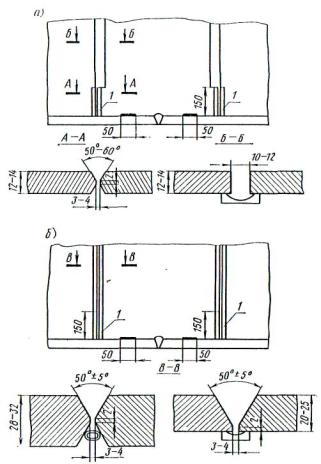
Рис. 25. Форма подготовки кромок и формирующие подкладки под вертикальные швы, выполняемые аппаратом А-820М:
1 - участок ручной сварки
При сварке аппаратом типа А-1150У кромки деталей соединения не должны иметь скосов при всех толщинах (рис. 26, сечение Б-Б); разделка под ручную сварку - Х-образная (сечение А-А), поэтому в нижней части вставки также имеются выступы;
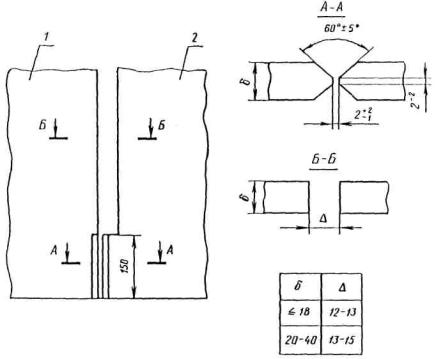
Рис. 26. Форма подготовки кромок под вертикальные швы, выполняемые аппаратом А-1150У;
1 - стенка: 2 - вставка
2) зачищают до металлического блеска свариваемые кромки и прилегающие к ним зоны металла шириной 20 - 30 мм;
3) устанавливают и фиксируют согласно указаниям п. 11.1.6 вставку в стыке стенки, затем прихватывают ее к нижнему поясу главной балки;
4) устанавливают и прихватывают строго в плоскости свариваемых листов выводные планки (рис. 27, дет. 3) и технологические планки для выхода аппарата (рис. 27, дет. 1). Нарушение этого правила может вызвать образование зазоров между свариваемыми листами и ползунами, что обычно приводит к вытеканию ванны или чрезмерному увеличению ширины шва;
5) производят приемку подготовленных под сварку монтажных соединений стенки балки. Результаты приемки записывают в журнале сварочных работ (форма 5.35);
Рис. 27. Сборочные элементы вертикального стыка
6) при необходимости подогревают кромки стенки балки и монтажной вставки на участке ручной сварки (шов 2 на рис. 22);
7) сваривают вручную начальный участок стыка длиной 150 мм; сварку производят в зависимости от класса стали электродами УОНИ 13/55 или УОНИ 13/45 диаметром 4 мм на токе 140-160 А; после сварки участок зачищают абразивным инструментом заподлицо с основным металлом;
8) устанавливают и подключают сварочную аппаратуру и систему водяного охлаждения формирующих шов устройств.
Для аппаратов типа А-820М и А-1381 предварительно с лицевой стороны стыка устанавливают направляющие уголки, а с обратной стороны стыка внутри монтажных скоб (рис. 27, дет. 2), в которых предусмотрены специальные вырезы, устанавливают медные охлаждаемые водой подкладки (трубки) строго по оси зазора соединений. Аналогичные вырезы должны быть предусмотрены и для пропуска заднего ползуна аппарата типа А-1150У;
9) осуществляют сварку снизу вверх соединения стенки балки со вставкой (шов 4 на рис. 22) с принудительным формированием шва. Рекомендуемые режимы сварки вертикальных швов для сталей по ГОСТ 6713-75* приведены в табл. 1 и 2 приложения 8;
10) заваривают вручную нижний участок второго стыкового соединения стенки балки и монтажной вставки (подогревая при необходимости кромки);
11) снимают автомат, устанавливают направляющие автомата на второй стык, а затем выполняют последующие операции, как и для первого стыка;
12) выполняют контроль вертикальных швов внешним осмотром и ультразвуковой дефектоскопией. Устраняют выявленные дефекты. Результаты контроля фиксируют в журнале;
13) срезают выводные планки и монтажные скобы, зачищают места их приварки и выполняют механическую обработку стыковых швов в местах установки вставок продольных ребер; подготавливают и контролируют макрошлифы на торцах стыка.
11.1.10. Сборку и сварку монтажного стыка верхнего пояса главной балки (швы 6 и 7 на рис. 22) осуществляют в следующем порядке1:
____________
1 При толщине стенки 10-14 мм до сварки монтажного стыка верхнего пояса главной балки следует вварить монтажные вставки горизонтальных ребер жесткости (см. п. 11.1.11).
1) проверяют маркировку, размечают, обрезают и подгоняют вставку по длине, обеспечивая необходимые зазоры и стыках (2 - 4 мм) и форму разделки кромок;
2) подготавливают соединения под сварку (см. раздел 9 Руководства);
3) устанавливают вставку верхнего пояса, прихватывают угловым швом вручную к стенке. Прихватки ставят с обеих сторон стенки (рис. 28);

Рис. 28. Установка подкладок под стык верхнего пояса:
1 - выводные планки; 2 - медные подкладки; 3 - стальные подкладки
4) приваривают выводные планки и устанавливают подкладки снизу стыка и поджимают к поясу домкратами (см. рис. 28). С помощью этих домкратов стыкуемые листы полки и вставки в зоне стыка удерживают от опускания до полного остывания металла после сварки;
5) подваривают вручную стык в месте пересечения пояса со стенкой на длине 50 - 75 мм по обе стороны стенки;
6) устанавливают направляющие рельсы и сварочный автомат (см. п. 11.1.4) и сваривают стыковые соединения верхнего пояса балки по очереди технологическими приемами, аналогичными приемам, применяемым при сварке нижнего пояса (см. п. 11.1.4, подпункт 7);
7) удаляют подкладки, контролируют швы ультразвуковой дефектоскопией и исправляют дефекты;
8) срезают выводные планки, зачищают места их установки, подготавливают и контролируют макрошлифы на торцах стыков.
11.1.11. Сборку и вварку монтажных вставок горизонтальных ребер жесткости (швы 8-11 на рис. 22; рис. 29) осуществляют в следующем порядке:
1) размечают, обрезают и подгоняют по месту вставки горизонтальных ребер жесткости. На торцевых кромках вставок устраивают скосы под углом 25 - 30° с притуплением 0 - 1 мм для образования V-образной разделки;
2) зачищают до металлического блеска торцевые кромки горизонтальных ребер и вставок, привариваемые к стенке продольные кромки вставок, а также зоны металла шириной 20 - 30 мм, прилегающие к этим кромкам, и полосы шириной 60 - 80 мм на поверхности стенки в местах примыкания вставок горизонтальных ребер жесткости;
3) поочередно устанавливают вставки горизонтальных ребер жесткости, выравнивают кромки стыковых соединений ребра со вставкой и закрепляют прихватками;
4) при необходимости производят предварительный подогрев кромок непосредственно перед сваркой каждого стыка;
5) сваривают вручную или полуавтоматом поочередно стыковые соединения горизонтальных ребер жесткости со вставкой;
6) контролируют качество выполненных сварных стыковых соединений: осмотром-100% и ультразвуковой дефектоскопией - швов I категории, указанных в рабочих чертежах КМ. Устраняют выявленные дефекты в швах. Результаты контроля записывают в журнал.
11.1.12. Угловые швы тавровых соединений пояса и горизонтальных ребер жесткости со стенкой балки (швы 12-14 на рис. 22 и 29) выполняют в следующем порядке:

Рис. 29. Швы, выполняемые при окончательном оформлении цельносварного стыка
1) зоны угловых соединений просушивают от влаги пламенем газовой горелки (резака), зачищают металлической щеткой и продувают сухим сжатым воздухом;
2) при необходимости металл в зоне наложения шва подогревают непосредственно перед сваркой каждого участка соединения;
3) выполняют полуавтоматическую и ручную сварку угловых соединений, начиная с нижнего пояса балки (швы 12, затем 13 и 14 на рис. 22 и. 29); рекомендуемые режимы ручной сварки в потолочном положении приведены в приложении 9;
4) выполняют механическую обработку угловых швов в местах с неровностями и наплывами, а также подрезами основного металла.
11.2. Болтосварные стыки
11.2.1. Порядок производства работ при выполнении монтажных болтосварных стыков главных балок определяется принятым способом монтажа пролетного строения.
11.2.2. При выполнении работ на площадках укрупнения, а также при расположении стыка над опорой или в случае удержания монтируемого блока краном рекомендуется следующий порядок производства работ:
1) проектное положение монтируемого блока фиксируют Т-образными прокладками в стыке нижних поясов и четырьмя калиброванными пробками, поставленными в отверстия, расположенные в углах центральной накладки стыка стенки (рис. 30, а);
2) выполняют геодезическую проверку положения блока. Если зазоры в стыке нижних поясов, проектный профиль и план выдержаны, в отверстия, свободные от пробок, ставят высокопрочные болты в количестве, необходимом для выравнивания в одной плоскости и стягивания листов стенки стыкуемых блоков. Болты затягивают обыкновенными ключами.
Если проектный профиль и план не выдержаны, пробки удаляют, блок краном приводят в проектное положение и по совпадающим при этом отверстиям фиксируют пробками с последующей постановкой болтов. При наличии недопустимой черноты отверстия рассверливают;
3) осуществляют подготовку, сборку и автоматическую сварку стыков поясов балок (рис. 30, б). После сварки стыков выполняют контроль качества швов, устранение дефектов и механическую обработку соединений;
4) устанавливают прокладки в технологические окна стенки и накладки, перекрывающие эти окна, затягивают все высокопрочные болты на нормативное усилие (рис. 30, в).
11.2.3. При выполнении болтосварных стыков в случае сборки балок внавес порядок производства работ должен быть следующим (рис. 31):
1) поданный в пролет блок фиксируют в проектном положении (см. п. 11.2.2 и рис. 31, а);
2) производят геодезическую проверку положения блока (см. п. 11.2.2);

Рис. 30. Сборка болтосварного стыка на площадках укрупнения
3) при необеспеченности устойчивости стенки монтируемого блока при воздействии вертикальной нагрузки (собственный вес блока), горизонтальной (ветровой) нагрузки и сварочных напряжений от (усадки шва) сечение стыка усиливают постановкой дополнительных монтажных элементов (рис. 31, б)

Рис. 31. Навесная сборка главной балки с болтосварными стыками:
1 - собранная конструкция, 2 - монтируемый блок

Рис. 32. Выполнение болтосварных стыков при сборке внавес с применением дополнительных монтажных элементов.
При этом рекомендуется применять следующий вариант:
устанавливают технологические горизонтальные ребра жесткости вблизи технологических окон и закрепляют их высокопрочными болтами, поставленными в близлежащие к окнам горизонтальные ряды отверстий центральной накладки стыка стенки и в отверстия предусмотренных заранее монтажных столиков стенок блоков (авторское свидетельство № 1588280) пли горизонтальных ребер жесткости (рис. 32).
Размеры сечения технологических горизонтальных ребер жесткости, а также количество болтов и усилие их натяжения устанавливает проектная организация;
4) производят натяжение всех высокопрочных болтов на нормативное усилие;

Рис. 33. Сварочный трактор типа ТС-17М с удлинителем.
5) освобождают монтируемый блок от крюка крана (рис. 31, в);
6) выполняют подготовку, сборку, сварку и контроль качества стыков поясов балок (рис. 31, г);
7) с целью снижения величины остаточных сварочных напряжений снимают технологические ребра жесткости, а также ослабляют натяжение 3 - 4 горизонтальных рядов высокопрочных болтов центральной накладки стыка стенки вблизи технологических окон (рис. 31, д);
8) устанавливают прокладки в технологические окна, накладки, перекрывающие технологические окна, и производят натяжение всех высокопрочных болтов до нормативного усилия (рис. 31, е).
11.2.4. Технология выполнения стыка стенки на высокопрочных болтах должна соответствовать требованиям ВСН 163-69 («Инструкция по технологии устройства соединений на высокопрочных болтах в стальных конструкциях мостов»).
Контактные поверхности металла стенки и накладок очищают способом, предусмотренным проектом в соответствии с принятой величиной нормативного коэффициента трения.
11.2.5. Технология сборки и сварки стыковых соединений нижнего и верхнего поясов в основном такая же, как и при выполнении цельносварных стыков (см. подраздел 11.1). Отличие заключается в том, что сварку стыка нижнего пояса выполняют через технологическое окно стенки автоматом типа ТС-17 с пристроенным к нему удлинителем (на который вынесен сварочный мундштук), например, конструкции НИИ мостов (рис. 33); сварку монтажных стыков верхнего пояса - обычным автоматом. При этом для нижнего пояса применяют электродную проволоку диаметром 3 мм, для верхнего пояса - проволоку диаметром 3 - 4 мм. Рекомендуемые режимы сварки поясов главных балок под флюсом указаны в приложении 6.
11.3. Стыковые соединения двухлистовых поясов
11.3.1. Двухлистовые пояса балок в зоне монтажного стыка могут иметь листы равной (рис. 34, а) или неравной (рис. 34, б) ширины.
Для снижения трудоемкости выполнения монтажного стыкового шва предпочтение следует отдавать пакетам с равной шириной листов.
11.3.2. Монтажная односторонняя сварка стыковых соединений двухлистовых поясов может быть выполнена «совмещенным» или «раздельными» швами.
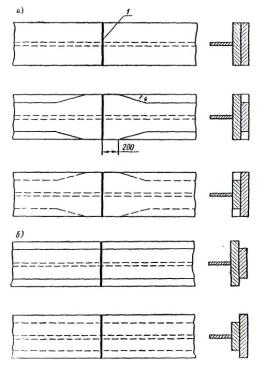
Рис. 34. Типы двухлистовых поясов балок, свариваемых встык:
1 - стыковой шов
11.3.3. Сварку «совмещенным» швом (рис. 35, а) следует выполнять в разделку, в которой зазор между листами предварительно проварен по скосу кромок разделки вручную с последующей механической обработкой валиков усиления заподлицо с основным металлом.
Для уменьшения количества наплавленного металла разделку двухлистовых поясов под сварку целесообразно выполнять ломанного очертания (см. рис. 35, а).
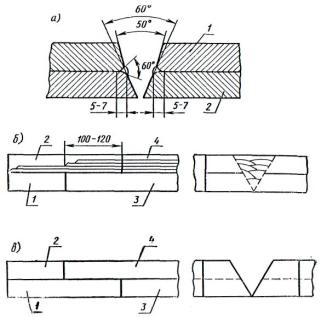
Рис. 35. Сварка двухлистовых поясов
При равной ширине листов пакета в зоне стыкового шва технология его выполнения не отличается от сварки однолистовых поясов (см. п. 11.1.4), а конструкция выводных планок является наиболее технологичной.
При неравной ширине листов пакета выводные планки 1 и 2 следует приварить к каждому листу 3 и 4 (см. рис. 35) отдельно, при этом скосы кромок выводных планок должны быть такими же, как у соответствующих листов пакета.
Выводные планки обоих листов следует устанавливать одновременно, до начала сварки всего шва.
Если верхний лист 4 пакета пояса имеет меньшую ширину, чем нижний 3 (рис. 35, б), то после заполнения разделки на толщину нижнего листа 3 следует выполнить еще два-три слоя по всей длине планки 2 верхнего листа 4 а сварку последующих слоев можно начинать в 100 - 120 мм от края верхнего листа.
Если верхний лист пакета имеет большую ширину, чем нижний (рис. 35, в), то после установки выводных планок сварку осуществляют, как для однолистовых поясов, с выводом всех слоев шва до конца планок 1 и 2.
После сварки выводные планки полностью удаляют, при этом часть, находящуюся на более широком листе, сдувают воздушно-дуговым или газовым резаком, после чего производят тщательную зачистку мест приварки абразивным инструментом.
Все остальные технологические приемы, а также режимы сварки - такие же, как при сварке, однолистовых поясов.
11.3.4. Сварку «раздельными» швами выполняют со вставкой в верхнем листе двухлистового пояса (рис. 36). Выводные планка приваривают к каждому листу пояса раздельно.
Сварку нижнего листа выполняют технологическими приемами и на режимах, применяемых для сварки однолистовых стыковых соединений.
Сварку верхнего листа можно выполнять двумя способами:
а) теми же технологическими приемами, что при сборке и сварке стыковых соединений однолистовых поясов. При этом первые проходы при автоматической сварке стыков верхних листов (вставок) рекомендуется выполнять вручную (рис. 36, а);
б) для предотвращения концентрации напряжений стыковое соединение рекомендуется выполнять с предварительными деформациями верхних листов пакета (рис. 36, б; а; с; № 729011). Для этого предусматривают роспуски соединительных швов между нижним и верхним листами. Перед установкой вставки верхние листы отжимают клиньями или домкратами от ранее сваренных нижних на величину зазора, которую назначают из условия ликвидации его при усадке металла полностью заваренных стыковых швов. Под место стыка подводят подкладки, убирают клинья или домкраты и устанавливают вставки, после чего осуществляют сборку и подготовку стыков под сварку, как и для однолистовых соединений. После выполнения автоматом первых слоев обоих швов убирают подкладки и продолжают сварку до окончательного заполнения разделки. В последнюю очередь заваривают роспуски между листами.
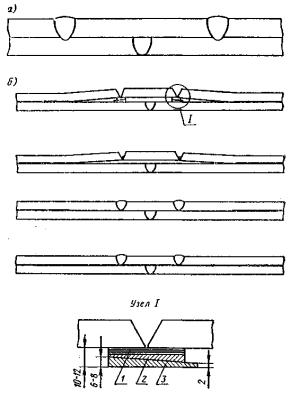
Рис. 36. Сборка и сварка двухлистовых поясов с предварительными деформациями:
1 - стеклоткань; 2 - медная подкладка; 3 - стальная подкладка
Подкладки должны обеспечивать получение плавного очертания усиления шва с высотой не более 0,5 мм, со стороны корня и легко удаляться. Для облегчения изъятия из зазора между листами подкладки целесообразно выполнять состоящими из двух клиньев, нижний из которых удаляется в первую очередь.
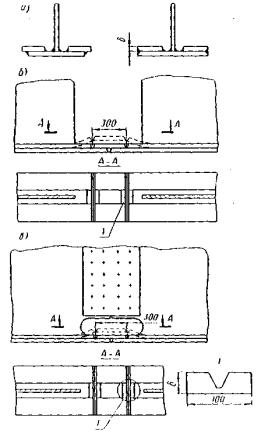
Рис. 37. Сварка нижних двухлистовых поясов по а. с. № 729011:
1 - перемычка
В качестве верхнего клина могут быть использованы подкладки медные со стеклотканью или керамические. Первый слои швов допускается выполнять вручную.
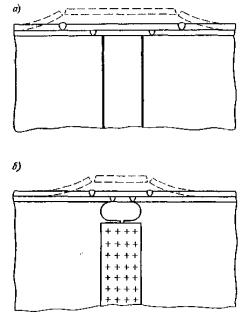
Рис. 38. Сварка верхних днухлистовых поясов но а. с. № 729011
Расчет величины зазора между листами и роспусков приведен в приложении 10.
Для возможности сварки нижних двухлистовых поясов указанным способом, пакеты должны иметь сечение, показанное на рис. 37, а. При этом как в цельносварном (рис. 37, б), так и в болтосварном (рис. 37, в) стыках соответственно размеры вставки вертикальной стенки или технологического окна должны быть увеличены на ширину вставки верхних листов двухлистового пояса. Для непрерывного выполнения стыкового шва верхних листов между ними перед сваркой должна быть установлена планка-перемычка (рис. 37, деталь 1), которую после окончания сварки сдувают воздушно-дуговым резаком с последующей механической зачисткой продольных кромок верхних листов пакета.
При сварке верхнего пояса в цельносварном (рис. 38, а) и болтосварном (рис. 38, б) стыках в верхних листах пакета следует предусмотреть вставки по длине большие, чем в нижних листах.
Принципиальный порядок сварки обоих поясов аналогичен изложенному выше.
12. СБОРКА И СВАРКА МОНТАЖНЫХ СОЕДИНЕНИЙ РЕБРИСТЫХ И ОРТОТРОПНЫХ ПЛИТ
12.1. Общие рекомендации
12.1.1. Для повышения темпа монтажа пролетного строения рекомендуется предусматривать укрупнительную сборку блоков ребристых и ортотропных плит.
12.1.2. Укрупнительную сборку монтажных блоков плит на берегу следует выполнять на специальных стендах (рис. 39), позволяющих проверять геометрические размеры конструкции, задавать требуемый угол предварительного перелома в стыке, а также (если это необходимо) выполнять установку и поджатие подкладок (см. рис. 39, узел А). Как правило, на стендах выполняют сварку продольных стыков 2 - 4 монтажных блоков плит. При наличии соответствующих крапов для ускорения темпа монтажа применяют и укрупнение блоков плит по длине.
При малых объемах допускается осуществлять укрупнительную сборку на шпальных клетках, при этом должны быть предусмотрены противопожарные меры для предотвращения возгораний в процессе сварки.
12.1.3. Стыковые соединения горизонтальных листов плиты имеют, как правило, одностороннюю разделку кромок. Конструктивные элементы подготовленных кромок соединения приведены в табл. 4.
При необходимости (если это не сделано на заводе) разделку кромок деталей, свариваемых на монтаже, рекомендуется выполнять полуавтоматом для кислородной резки типа «Радуга-2» или «Микрон-2» с последующей зачисткой кромок от грата и неровностей.
12.1.5. Толщина монтажных стыковых швов (за исключением оговоренных в проекте продольных стыков ребристых плит) должна быть равна или больше наименьшей толщины спариваемых листов.

Рис. 39. Схема стенда для укрупнительной сборки блоков ортотропных и ребристых плит:
1 - поперечная балка; 2 - продольная балка
Таблица 4
|
Автоматическая сварка под флюсом |
Конструктивные элементы подготовленных кромок |
Размеры в мм |
||
|
δ |
а |
р |
||
|
На флюсо-медной подкладке (с ручной подваркой корня шва) |
|
10-32 |
5-7 |
1-2 |
|
На флюсо-медной подкладке со стеклотканью |
12-16 |
2-4 |
2-3 |
|
|
На керамической подкладке |
8-24 |
0-4 |
2-3 |
|
|
С металлохимическими присадками на флюсо-медной подкладке |
20 |
5 |
- |
|
|
25 |
6 |
|||
|
32 |
7 |
|||

Параметры режима при сварке последних слоев стыкового шва следует откорректировать таким образом, чтобы усиление шва было минимальным (не более одной десятой ширины шва, но не более 3 мм).
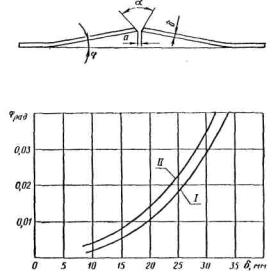
Рис. 40. График зависимости предварительного угла перелома в стыке от толщины листа плиты:
I - сварка при положительной температуре; II-сварка при отрицательной температуре
12.1.6. Укрупнительную сборку под сварку стыков горизонтальных листов блоков ребристых и ортотропных плит с целью сокращения до минимума объема термической правки рекомендуется осуществлять с созданием предварительного перелома в стыке.
Величина угла предварительного перелома β в стыке горизонтального листа плиты зависит от его толщины, формы подготовки кромок, погонной энергии (мощности) дуги, температуры окружающего воздуха и для каждого конкретного случая должна определяться по графику угловой деформации φ (рис. 40) с последующей корректировкой расчетных величин β = 2φ при сварке первых блоков.
Если укрупненный блок предназначен для установки по середине ширины пролетного строения, то при укрупнении необходимо создавать перелом, предусмотренный проектом для обеспечения стока воды.
12.1.7. Перед сваркой кромки монтажных сварных соединений и прилегающие к ним поверхности металла (в том числе - с обратной стороны) следует зачищать в соответствии с требованиями п. 9.7 Руководства.
12.1.8. При сборке стыковых соединений на флюсомедной подкладке ось канавки подкладки следует совместить с осью стыка, при этом поджатием нужно обеспечить плотный контакт подкладки и поверхности свариваемых листов. Максимально допустимый зазор между поверхностью металла и подкладкой в местах прижатия - 0,3 мм. Шаг приложения давления (расстояние между точками подкладки, к которым приложено давление) должен быть 400 - 500 мм. Правильность установки подкладки проверяют, следя через зазор за совпадением оси канавки на подкладке с осью зазора. Для поджатия подкладок рекомендуется применять винтовые прижимы, пневматические поддержки, а также скобы, клинья и другие приспособления.
12.1.9. При сборке стыков горизонтальных листов блоков ортотропных плит под сварку необходимо обеспечить совпадение стенок продольных и поперечных ребер (балок) в стыках, закрепить положение блоков плит прихватками, монтажными скобами или сборочными гребенками и после этого производить поджатие подкладки.
При сварке стыковых соединений горизонтальных листов плит, во избежание образования местного перелома в стыке (домика), рекомендуется листы в месте стыка поддомкрачивать.
12.1.10. При подготовке монтажных вставок элементов плит следует по месту определять их размеры, а затем произвести обрезку полуавтоматом типа «Радуга-2» пли «Микрон-2» с последующей зачисткой свариваемых кромок от грата и неровностей.
12.1.11. Сварку стыковых соединений листов ребристых и ортотропных плит следует выполнять автоматом под флюсом. Допускается применять сварку с металлохимическими добавками.
Сварку нахлесточных соединений следует осуществлять автоматом (наклонным электродом) или полуавтоматом под флюсом. Допускается роспуски швов сваривать вручную.
12.1.12. Режимы механизированной сварки монтажных соединении при температуре окружающего воздуха 10°С и выше рекомендуется устанавливать согласно данным приложения 11.
Влияние неблагоприятных погодных условий (повышенной скорости ветра и влажности, пониженной температуры) рекомендуется учитывать поправочным коэффициентом (к) к погонной энергии сварочной дуги. Значение данного коэффициента следует принимать в пределах 0,0012÷0,0020 на каждый градус снижения температуры металла блоков плит:
qт = q+10[1 + к(10-Т)] кал/см,
где Т - температура металла блоков плит, °С.
12.1.13. При транспортировке укрупненных блоков плит следует применять жесткие захватные приспособления, использовать строповочные (транспортные) скобы, устанавливаемые в местах повышенной жесткости плит, а в случаях, предусмотренных проектом, - использовать строповочные отверстия в горизонтальном листе и в продольных ребрах плит.
12.1.14. Стыковые соединения горизонтальных листов ребристых плит толщиной 20 мм и более, свариваемые на укрупнении, могут иметь одностороннюю или двустороннюю, например Х-образную, разделку кромок. Сварка соединений с двусторонней разделкой кромок производится, как правило, с кантовкой соединения. При этом для кантовки следует применять устройства, обеспечивающие жесткое закрепление укрупняемых плит. Сварку стыков выполняют на флюсовой подушке (по заводской технологии), а также без разделки кромок с применением металлохимической присадки.
12.1.15. При монтаже ортотропных плит в пролете следует тщательно проверять положение плит в плане и профиле и обеспечивать совпадение продольных и поперечных ребер в стыках и примыканиях плит к соответствующим элементам главных балок. После проверки положения плит завариваются продольные стыки между укрупненными блоками, а затем - поперечные стыки на всю ширину участка между главными балками. Приварку плит к главным балкам следует осуществлять в последнюю очередь.
12.2. Монтажные соединения ребристых плит
12.2.1. В зависимости от принятого в проекте решения укрупнение плит по ширине может быть выполнено со стыковым или нахлесточным продольным сварным соединением горизонтальных листов блоков плит с последующей приваркой поперечных ребер жесткости.
12.2.2. Укрупнение плит с применением стыкового соединения горизонтальных листов (рис. 41, а) выполняют в следующем порядке:

Рис. 41 Сборка и сварка ребристых плит:
1 - прижим; 2 - вставка
1) заводские блоки плит выкладывают продольными ребрами вверх на жестком металлическом стенде;
2) контролируют прямоугольность и ширину будущего укрупненного блока плиты, отсутствие продольного смещения одного блока плиты относительно другого;
3) зачищают до металлического блеска стыкуемые кромки, а также прилегающие к ним с обеих сторон поверхности основного металла;
4) создают предварительный перелом плоскостей стыкуемых листов плит для компенсации сварочных деформаций (см. п. 12.1.6); при этом должна быть обеспечена требуемая величина зазора между кромками. Положение блоков фиксируют прихватками, после чего под стыки устанавливают и поджимают подкладки;
5) осуществляют автоматическую сварку стыковых соединений на режимах, приведенных в приложении 11.
При сварке на флюсомедной подкладке разрешается первый слой шва накладывать вручную электродами диаметром 4 мм;
6) контролируют качество сварных швов.
При монтаже пролетного строения внавес дальнейший порядок сборки следующий:
7) размечают положение осей поперечных ребер с учетом фактического положения вертикальных ребер главных балок. Для этого: промеряют расстояния между ребрами на соответствующих участках главных балок; по выполненным замерам расположения вертикальных ребер жесткости на стенках балок, входящих в блок создаваемой коробчатой балки, наносят на поверхность щита плиты осевые линии размещения поперечных ребер жесткости;
8) зачищают до металлического блеска на поверхности плиты, в местах установки поперечных ребер жесткости, полосы шириной 40-60 мм, а также зоны металла на боковых поверхностях указанных ребер жесткости у продольной их кромки, устанавливаемой непосредственно на щит плиты;
9) устанавливают по разметке поперечные ребра, устраняют зазоры в монтажных соединениях, превышающие 2 мм, и прихватывают к плите угловыми швами с катетом 4 мм;
10) после промеров положения поперечных ребер жесткости и установления соответствия их размещения фактическому местонахождению вертикальных ребер жесткости на стенках главных балок, с записью результатов замеров в журнале, приваривают указанные поперечные ребра к поверхности щита плиты двусторонними угловыми швами. Швы накладывают полуавтоматом под слоем флюса с применением материалов и режимов, приведенных в приложениях 1 и 9. Угловые швы, прикрепляющие ребра, накладывают не на полную длину: на концевых участках ребер оставляют роспуски швов на длине 150 мм;
11) производят контроль швов внешним осмотром, устраняют дефекты в швах;
12) далее впритык к готовому укрупненному блоку укладывают соответствующие заводские марки плит с выверкой ширины образуемого нового укрупненного блока и выполнением всех других работ, перечисленных в подпунктах 1-11.
12.2.3. При наличии в ребристой плите фасонных вырезов (рис. 41, б) укрупнение блоков осуществляют с применением вставок. В этом случае после контроля ширины будущего укрупненного блока замеряют расстояния между торцами фасонных выступов плит, размечают и подгоняют вставки плит по месту; при необходимости на торцевых кромках секаторной газокислородной резкой образуют скосы под углом 30° с притуплением, после чего их поверхности зачищают абразивным инструментом; в процессе сборки и сварки плит следят за тем, чтобы продольная ось вставки совпадала с намеченной ранее осью поперечного ребра.
12.2.4. Укрупнительную сборку и сварку блоков, состоящих из трех заводских марок плит, уложенных в поперечный ряд с перекрытием средней плиты внахлестку (рис. 42), осуществляют также на берегу, на жестких стеллажах-основаниях.
Порядок производства работ следующий:
1) зачищают до металлического блеска продольные кромки листов плит и поверхность металла в местах наложения сварных швов нахлесточных соединений;
2) выкладывают краном в поперечный ряд с перекрытием внахлестку три заводские марки плит; выверяют ширину собираемого блока плиты и положение торцевых кромок отдельных заводских плит;
3) выполняют сборку нахлесточных соединений, прижимая кромки листов боковых плит к средней и закрепляя в собранном состоянии прихватками. Листы прижимают при помощи грузов или рычагов, клиньев, домкратов и т.п., используя для упоров временные скобы, приваренные к листу средней плиты односторонними угловыми швами, или отверстия, просверленные в продольных ребрах плит.
При наличии монтажных отверстий в продольных ребрах плит временные упоры в виде уголков, швеллеров и пр. рекомендуется закреплять болтами, пропущенными через упомянутые отверстия;

Рис.42. Укрупнительная сборка ребристых плит с продольными стыками
листа внахлестку:
1 - домкрат
4) временные упоры, мешающие выполнению угловых швов в нахлесточных соединениях листов, удаляют до начала выполнения сварочных работ. Приваренные упоры срезают газовой резкой и зачищают абразивным инструментом места приварки;
5) полуавтоматом под флюсом сваривают нахлесточные соединения блока плиты, накладывают угловые швы с верхней стороны с оставлением роспусков на обоих концах длиной по 750 мм. Сварку выполняют материалами, указанными в приложении 1, на режимах, приведенных в приложении 9;
6) выполняют разметку, установку и приварку поперечных ребер жесткости, как указано в п. 12.2.2;
7) выполняют контроль швов внешним осмотром, устраняют дефекты в швах;
8) блок плиты кантуют краном на 180° и сваривают нахлесточные соединения с нижней стороны плиты также, как с верхней;
9) контролируют качество сварных соединений и устраняют дефекты в швах. Результаты контроля монтажных соединений блока записывают в журнал;
10) сваренный блок плиты кантуют на 180°, устанавливают на жестких стеллажах в исходное положение и маркируют масляной краской. При невозможности кантовки угловые швы снизу плиты выполняют вручную в потолочном положении электродами диаметром 4 мм; в этом случае следует предусматривать сборку на высоких стеллажах.
12.2.5. В случае, когда проектом предусмотрено прикрепление ребристых плит к главным балкам снизу, сборку коробок производят на берегу, устанавливая главные балки на ребристые плиты. В этом случае поперечные стыки ребристых плит следует выполнять до установки главных балок.
После установки главных балок по осям выверяют положение их вертикальных ребер в плане, устанавливают и приваривают поперечные ребра плиты к горизонтальному листу угловыми швами. Затем полуавтоматом в нижнем положении приваривают угловыми швами плиту к поясам; приварку плиты с нижней стороны выполняют вручную в потолочном положении. После этого вручную вертикальными и горизонтальными угловыми швами приваривают поперечные ребра плиты к вертикальным ребрам балок.
12.2.6. В случае, когда ребристая плита объединяется с поясами главных балок при помощи стыкового соединения, после выверки взаимного расположения вертикальных ребер соседних блоков главных балок вначале выполняют поперечные стыковые швы соседних блоков плиты, а затем - продольные стыковые швы между плитой и поясом балки, не доводя их на 750 мм до оси следующего поперечного стыка плит; после этого приваривают поперечные ребра плиты к вертикальным ребрам балки.
12.2.7 В тех случаях, когда при сборке на берегу, а также при сборке пролетного строения внавес ребристые плиты укладывают на нижние пояса главных балок, вначале вымеряют положение плит на поясах балок, совмещают в одной плоскости поперечные ребра плит с вертикальными ребрами жесткости главных балок, регулируют зазоры в поперечных стыках и выполняют сварку плит.
12.2.8. Сборка и сварка поперечных стыков плит состоит из следующих основных операции:
1) зачищают до металлического блеска торцевые кромки листов блоков и участки металла, прилегающие к этим кромкам в зоне стыковых соединений плит;
2) собирают под сварку поперечные стыковые соединения горизонтальных листов;
3) подводят подкладки под стык листов и домкратами плотно поджимают по оси разделки.
При отсутствии домкратов подкладки разрешается поджимать клиньями, используя в качестве упоров скобы, временно привариваемые к нижней плоскости листов односторонними угловыми швами, с последующим их удалением и зачисткой мест приварки.
Для предотвращения опускания кромок стыка при сварке следует принять необходимые меры (поджатие домкратами и т.п.);
4) сваривают автоматом поперечные стыковые соединении горизонтальных листов. При сварке на флюсо-медной подкладке первый проход шва каждого стыкового соединения плит между собой допускается накладывать вручную электродами диаметром 4 мм.
Сварку под флюсом выполняют автоматом, отступая от начала соединения на габарит сварочного трактора l и заканчивая ее не доходя 120-150 мм до конца соединения (рис. 43); при этом начало и конец каждого последующего слоя образует ступеньку на нижележащем слое. Затем концевые участки швов зачищают и заваривают вручную электродами диаметром 4 мм.
5) снимают домкраты и удаляют подкладки; осуществляют контроль качества стыкового шва с последующим устранением дефектов. Дефекты, расположенные снизу, исправляют ручной сваркой в потолочном положении электродами диаметром 4 мм с последующей механической зачисткой;
6) зачищают поверхность металла и снимают заподлицо усиление поперечного стыкового шва на ширине 50-60 мм в местах установки монтажных вставок продольных ребер плит. Вставки подгоняют по месту газовой резкой секатором с образованием на торцах двусторонних скосов под углом 30-35° с притуплением 0-2 мм под Х-образную разделку. Скосы кромок и прилегающие к ним поверхности металла зачищают абразивным инструментом;

Рис. 43. Сварка поперечного стыка ребристой плиты в пролете:
1 - балка: 2 - плита: 3 - подкладка
7) устанавливают вставки продольных ребер плит, обеспечивая требуемую с учетом п. 11.1.7 величину зазоров в стыках, и прихватывают по середине длины вставки угловым швом вручную к поверхности плиты и по торцам стыковых соединений продольных ребер и вставок;
8) осуществляют ручную сварку в вертикальном положении по очереди обоих стыков вставки и ребер (начиная со стыка с большим зазором) с наложением швов снизу вверх электродами диаметром 4 мм. Заполняют разделку многослойным швом с поочередным выполнением слоев с одной и другой стороны, с тщательной зачисткой каждого слоя от шлака.
Первые проходы с каждой стороны разделки выполняют строго по оси разделки, а последующие - с поочередным смещением шва на одну и другую кромки свариваемых деталей;
9) контролируют качество стыковых швов внешним осмотром и ультразвуковой дефектоскопией, устраняют дефекты сварки;
10) после продувки зазоров сжатым воздухом и, если это необходимо, после предварительного подогрева выполняют полуавтоматом или вручную угловые швы вставок и роспусков продольных ребер по очереди с одной и другой стороны ребра.
12.2.9. Приварку плиты к поясам балок осуществляют в следующем порядке:
1) зачищают участки металла в местах наложения продольных угловых швов, соединяющих плиты с нижними поясами;
2) при необходимости осуществляют предварительный подогрев свариваемых кромок;
3) выполняют полуавтоматом угловые швы внутри коробки. Режимы полуавтоматической сварки указаны в приложении 9;
4) выполняют угловые швы снизу коробки вручную в потолочном положении электродами диаметром 4 мм.
12.2.10. Приварку поперечных ребер плиты к вертикальным ребрам главных балок производят в следующем порядке:
1) зачищают кромки и прилегающие к ним участки металла поперечных ребер плиты и вертикальных ребер главных балок в местах сварки;
2) фасонки поперечных ребер плиты плотно поджимают к вертикальным ребрам струбцинами;
3) приваривают фасонки поперечных ребер плит к вертикальным ребрам;
4) заваривают роспуски угловых швов, соединяющих стенку поперечных ребер с горизонтальным листом плиты, вручную электродами диаметром 4 мм или полуавтоматом.
12.2.11. При сварке поперечных стыков блоков плит, укрупненных по ширине внахлестку, рекомендуется использовать полукруглые вырезы в зоне нахлесточного соединения в расположенных сверху заводских марках плит, позволяющие производить установку выводных планок и осуществлять автоматическую сварку стыка блока, расположенного снизу, на всю его ширину (рис. 44). Если ребристая плита сварена из трех заводских марок, то вначале выполняют стык нижней марки.
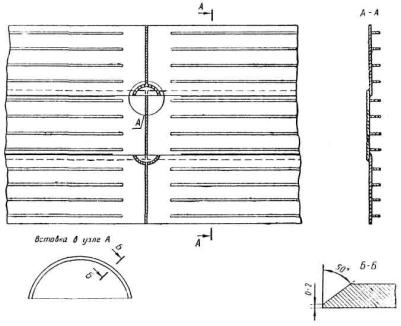
Рис. 44. Вырезы в зоне нахлесточных соединений ребристой плиты
После контроля качества стыковых швов удаляют выводные планки. Затем из металла, предусмотренного проектом, вырезают полукруглые вставки с односторонним скосом привариваемой криволинейной кромки. Вваривают вставки вручную с полным проваром, после этого угловыми швами заваривают роспуски и осуществляют механическую зачистку. Несовпадение кромок соседних блоков в зоне вырезов не должно превышать 1 мм.
12.2.12. Поперечные стыковые соединения плит в пролете при необходимости могут быть выполнены с применением вставок. При этом порядок выполнения сварных соединений остается тем же.
12.3. Монтажные соединения ортотропных плит
12.3.1. При монтаже пролетного строения объединение главных балок ортотропными плитами проезжей части осуществляют как заводскими марками, так и укрупненными блоками.

Рис. 45. Укрупнительная сборка ортотропной плиты
Ортотропные плиты (рис. 45) на берегу укрупняют, объединяя по ширине 2, 3, 4 заводские марки и, если позволяет крановое оборудование, по длине 2 заводские марки.
12.3.3. Стенды, на которых осуществляют укрупнение ортотропных плит, должны быть выверены и иметь жесткие опоры под стыками для поджатия подкладок, на которых выполняется сварка, и приспособления для фиксации поперечных ребер. Для удобства работы стенды должны быть подняты над уровнем земли на 1,5-1,6 м; конструкция стенда должна обеспечивать свободный доступ к обратной стороне стыковых соединений.
12.3.4. Укрупнение плит на берегу, по ширине осуществляют в следующем порядке:
1) на стенд выкладывают поперечными ребрами вниз две объединяемые заводские марки плиты;
2) контролируют прямоугольность и ширину будущего укрупненного блока плиты и отсутствие продольного смещения одного блока относительно другого;
3) зачищают до металлического блеска стыкуемые кромки, а также прилегающие к ним с обеих сторон поверхности основного металла;
4) собирают продольный стык горизонтальных листов с обеспечением предварительного перелома плоскостей стыкуемых листов и требуемого для принятого способа сварки зазора. Положение блоков фиксируют постановкой в стыках поперечных ребер калиброванных пробок и высокопрочных болтов, натяжение которых осуществляют обыкновенными ключами вручную; в случае применения сварных стыков ребер положение блоков фиксируют постановкой прихваток;
5) после контроля угла перелома листов, прямолинейности боковых кромок и т.д. под ось стыкового шва поджимают подкладки и осуществляют автоматическую сварку (при необходимости с предварительным подогревом) стыкового соединения горизонтального листа на режимах, рекомендуемых в приложении 11.
При сварке на флюсо-медной подкладке разрешается первый слой выполнять на всю длину стыка ручной дуговой сваркой электродами диаметром 3 - 4 мм. Последующие слои шва до полного заполнения разделки следует выполнять автоматом;
6) контролируют качество сварного шва;
7) затягивают высокопрочные болты в стыках поперечных ребер (или заваривают сварные стыки) и заваривают роспуски угловых швов; перекантовывают плиту для исправления и зачистки корня стыкового шва;
8) с помощью специальных приспособлений, обеспечивающих целостность плиты, ее снимают со стенда.
12.3.5. Поданные в пролет укрупненные блоки устанавливают между главными балками, коробками или на консолях, а затем заваривают продольные и поперечные стыковые соединения между блоками (рис. 46). Для этого:
1) зачищают поверхности верхних поясов главных балок и продольных кромок горизонтального листа укрупненных блоков ортотропной плиты проезжей части;
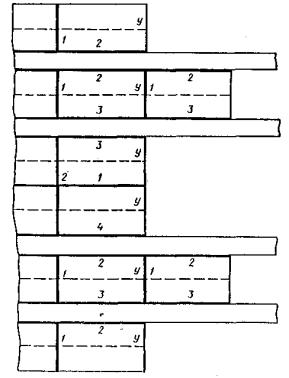
Рис. 46. Монтажные швы ортотропной плиты:
1, 2, 3, 4 - очередность выполнения швов в пролете; V-швы, выполненные на укрупнении
2) укладывают укрупненные блоки плиты на верхние пояса главных балок и поперечные связи (диафрагмы) с совмещением поперечных рёбер плит с соответствующими вертикальными ребрами главных балок, а также с продольными ребрами соседних плит; геодезическим контролем выверяют соответствие поперечного профиля проектному;
3) фиксируют положение плиты путем постановки накладок, рассверловки отверстий, постановки калиброванных пробок и высокопрочных болтов в стыках поперечных ребер плиты и вертикальных ребер главных балок.
12.3.6. Сборку и сварку продольных стыков блоков плит, расположенных между коробками и на консолях (после их фиксации между собой с помощью накладок и высокопрочных болтов в стыках поперечных ребер), осуществляют как указано в п. 12.3.4 (позиции 2-6).
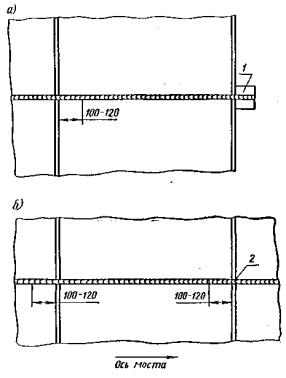
Рис. 47. Сварка продольных стыков ортотропной плиты
12.3.7. Сварку продольного стыка плит в пролете можно выполнять двумя способами:
1) сварка с отступлением от торца плиты на 100-120 мм (рис. 47, а), со ступенчатым расположением слоев в начале шва; в конце соединения устанавливают выводные планки. Начальный участок шва зачищают и заваривают вручную электродами диаметром 4 мм до полного заполнения разделки;
2) сварка с недоваренным участком длиной 100-120 мм (рис. 47, б) и со ступенчатым расположением слоев в конце шва. Недоваренный участок зачищают и заваривают после монтажа следующих блоков плит (при сварке продольного стыка этих блоков).
Перед выполнением стыкового соединения горизонтальных листов плиты необходимо расчистить разделку, если она заполнена металлом примыкающего шва (рис. 47, б).
12.3.8. Для выполнения поперечных стыков в пролете горизонтальные листы блоков ортотропных плит должны иметь с одной стороны кромку со скосом, подготовленную под сварку, а с другой - припуск 50-100 мм.
12.3.9. При нахлесточных соединениях горизонтальных листов ортотропных плит с поясами главных балок (рис. 48 а) возможны следующие два варианта выполнения поперечных стыков:
1) горизонтальный лист припуском укладывают внахлестку на лист ранее собранных блоков (рис. 48, б). В этом случае:
а) на верхней стороне листа присоединяемого блока размечают расположение свариваемой кромки, используя для этой цели специальное копирующее приспособление НИИ мостов;
б) приподнимают на 30-50 мм край плиты и обрезают секатором припуск; чтобы обеспечить возможность подъема края плиты, болты и пробки в прикреплении ближайшего поперечного ребра к главной балке не ставят;
в) окончательно подгоняют кромки стыкуемых листов плит и собирают стыковое соединение на подкладках, поджимаемых к нижней поверхности стыкуемых листов на участке плиты между верхними поясами главных балок (рис. 48, а);
г) осуществляют (при необходимости с подогревом) автоматическую сварку под флюсом поперечного стыка ортотропной плиты; при этом участки шва, расположенные над поясами, заваривают вручную;
д) контролируют качество шва;
е) поджимают продольные кромки плиты к поясам;
ж) приваривают продольные кромки горизонтального листа к поясам: сверху автоматом или полуавтоматом, не доходя 300-400 мм до конца плиты, а снизу - вручную, оставляя такие же роспуски;
з) оформляют стыки продольных ребер плиты;

Рис. 48. Сварка поперечных стыков горизонтального листа ортотропной плиты:
1 - подкладки: 2 - вставка пояса: 3 - вставка ребер. 4 - вставка листа ортотропной плиты
и) сваривают (или сбалчивают) пояса поперечных ребер плиты с горизонтальными ребрами балок;
к) натягивают на полное расчетное усилие высокопрочные болты в стыке поперечных ребер плиты и вертикальных ребер балок;
2) поперечные кромки листов с припусками располагают в зоне вставки верхних поясов монтажных стыков балок (рис. 48, в).
Между ранее собранными и присоединяемыми блоками в горизонтальных листах и продольных ребрах плит устраивают вставки.
Вставки горизонтального листа плит имеют обе кромки с подготовленными на заводе скосами под сварку.
Вставки ребер вырезают по месту; при этом при болтовых стыках отверстия во вставках рассверливаются по накладкам, при сварных - выполняют скосы кромок.
Поперечные стыки вставки с горизонтальными листами плит выполняют в следующем порядке:
а) на горизонтальные листы соседних блоков плиты укладывают вставку листа и по ней размечают расположение свариваемых кромок;
б) секатором обрезают припуски листов горизонтальных плит с образованием скоса кромок под углом 30°;
в) укладывают вставку между листами плиты на продольные ребра;
г) далее выполняют операции, перечисленные в позициях «в» - «ж» подпункта 1;
д) устанавливают вставки и оформляют стыки продольных ребер;
е) далее - согласно перечисленным в подпункте 1 позициям «и» - «к».
12.3.10. Сварка поперечных стыковых соединений ортотропной плиты может осуществляться без выводных планок и с выводными планками.
При сварке без выводных планок (рис. 49, а) оставляют незаверенными участки по концам длиной 100-120 мм (но не менее величины нахлестки) со ступенчатым расположением слоев в начале и конце монтажного шва. После сварки зачищают концевые участки шва и заваривают их вручную электродами диаметром 4 мм.
При сварке с выводными планками для их установки в горизонтальных листах предусматривают вырезы (рис.49, б). После удаления выводных планок в вырезы вваривают вставки (рис. 49, в).
Вваривать вставки можно на более поздних стадиях монтажа. В этом случае по концам продольных угловых швов, прикрепляющих горизонтальный лист к поясам балок, должны быть предусмотрены роспуски длиной 150 мм, которые заваривают совместно с угловыми швами на участке вставки.

Рис. 49. Варианты сварки поперечных стыков горизонтального листа ортотропной плиты:
1 - участок ручной сварки; 2 - выводная планка; 3 - вставка
12.3.11. Приварку горизонтальных листов плит к поясам балок сверху следует осуществлять автоматом (наклонным электродом) или полуавтоматом, а снизу - в потолочном положении вручную электродами УОНИ 13/45 или УОНИ 13/55К.
Перед сваркой необходимо прогреть зону нахлестки для удаления влаги.
12.3.12. При стыковых соединениях горизонтальных листов ортотропных плит с поясами главных балок или ферм (рис. 50, а) порядок производства работ по установке плиты и выполнению сварных соединений должен быть следующим:
1) с помощью крана укладывают блок плиты на пояса балок или ферм, фиксируя его расположение в плане относительно продольных ребер ранее сваренного блока плиты и поперечных ребер балок или диафрагм поясов ферм; с помощью специального копирующего приспособления НИИМостов размечают расположение свариваемых кромок на монтируемом блоке плиты;
2) по разметке обрезают припуски горизонтального листа плиты с образованием соответствующего скоса кромок.
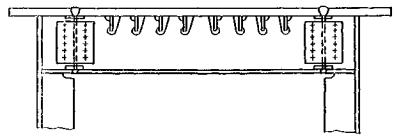
Рис. 50. Сборка стыкового соединения горизонтального листа ортотропной плиты с поясами главных ферм
При разметке и обрезке следует учитывать сварочные деформации от усадки шва, которые ориентировочно составляют 1-2 мм поперек шва и 0,1-0,2 мм на погонный метр вдоль шва в зависимости от толщины свариваемых листов. Более точная величина усадки определяется по результатам сварки первых стыков;
3) обрезанную в размер плиту устанавливают между верхними поясами и фиксируют проектное положение плиты постановкой накладок, калиброванных пробок и высокопрочных болтов соединения поперечных ребер плиты и вертикальных ребер балки (диафрагм поясов ферм) с затяжкой болтов обыкновенными ключами.
Далее производят сварку поперечных и продольных стыков плиты по ранее описанной технологии.
12.3.13. После окончания автоматической сварки монтажных соединений необходимо удалить подкладки, зачистить корень шва и места поставки вспомогательных прихваток, произвести контроль качества шва и удалить выводные планки.
13. СВАРНЫЕ СОЕДИНЕНИЯ ДИАФРАГМ И СВЯЗЕЙ
13.1. Цельносварные стыки между диафрагмами-вставками (см. рис. 15, а) и главными балками следует выполнять с соблюдением требований подраздела 11,1, при этом рекомендуется следующий порядок производства работ:
1) в зависимости от принятого способа монтажа диафрагму-вставку устанавливают на подмости, временную или постоянную опору, приемную консоль, обеспечивая совпадение в одних плоскостях поясов и вертикальных стенок диафрагмы соответственно с поясами и стенками главных балок, и фиксируют это положение;
2) собирают и сваривают стыковые соединения нижних поясов диафрагмы с нижними поясами главных балок;
3) замеряют поверху и понизу расстояния между торцами вертикальных листов диафрагмы и главных балок, размечают и по полученным размерам обрезают вертикальные вставки секатором, а затем подгоняют их и устанавливают на место;
4) собирают, а затем сваривают автоматом стыковые швы между вертикальными вставками и стенками диафрагмы и балок;
5) замеряют расстояния между торцами верхних поясов балок и диафрагмы, размечают и вырезают вставки верхних поясов;
6) подгоняют, собирают и сваривают автоматом стыковые соединения между вставками и верхними поясами главных балок и диафрагмы;
7) устанавливают и сваривают стыковые соединения горизонтальных ребер балок и диафрагмы, выполняют угловые швы между ребрами и стенкой, а также заваривают роспуски;
8) заваривают поперечные стыки между горизонтальными листами диафрагмы и ребристой (ортотропной) плиты,
9) оформляют стыки продольных ребер плиты;
10) контролируют качество швов, исправляют дефекты и осуществляют приемку всех работ с занесением результатов в журнал.
13.2. Монтаж диафрагм-вставок, соединяемых с главными балками при помощи болтосварных стыков (см. рис. 15, б) выполняют с соблюдением требований п. 11.2 в следующем порядке:
1) фиксируют диафрагму постановкой накладок, калиброванных пробок и высокопрочных болтов, натягиваемых вручную гаечными ключами;
2) собирают и сваривают стыковые соединения нижнего пояса диафрагмы с нижними поясами главных балок;
3) собирают и сваривают стыковые соединения верхнего пояса диафрагмы с верхними поясами главных балок;
4) контролируют качество швов и исправляют дефекты;
5) полностью оформляют стык стенки на высокопрочных болтах; далее - как указано в п. 13.1 (позиции 8-10).
13.3. При монтаже простых диафрагм, соединяемых с вертикальными ребрами главных балок и ребристой плитой (см. рис. 16), порядок производства работ следующий:
1) устанавливают диафрагму на пояса главных балок с совмещением вертикального листа диафрагмы с соответствующими ребрами главных балок, а вертикальных ребер диафрагмы-с продольными ребрами ребристой плиты;
2) поджимают горизонтальный лист диафрагмы к поясу главных балок и ставят прихватки;
3) на вертикальный лист диафрагмы и вертикальные ребра балки ставят накладки и болты, затягивают болты вручную гаечными ключами; если на заводе не выполнялась общая сборка конструкции, то прежде сверлят отверстия в вертикальном листе диафрагмы;
4) приваривают диафрагму полуавтоматом под флюсом к нижнему поясу главных балок сверху и вручную - снизу электродами диаметром 4 мм;
5) собирают и сваривают поперечные стыки между горизонтальными листами диафрагмы и ребристой плиты;
6) оформляют стыки продольных ребер плиты;
7) контролируют качество сварных швов, исправляют дефекты и осуществляют приемку работ с фиксацией результатов в журнале.
13.4. При отсутствии у простой диафрагмы пояса в виде масти горизонтального листа ребристой плиты (рис. 51), после установки диафрагмы в соответствующее положение по отношению к вертикальным ребрам балок и продольным ребрам плиты соединяют на болтах вертикальную стенку диафрагмы и вертикальные ребра; затем горизонтальный лист плиты поджимают к вертикальной стенке диафрагмы с помощью домкратов, клиньев и других приспособлений, ставят прихватки. Подгоняют по месту вставки в вертикальных ребрах диафрагмы; затем эти вставки вручную приваривают к вертикальным ребрам диафрагмы и продольным ребрам ребристой плиты; после этого приваривают полуавтоматом под флюсом (угловыми швами) вертикальный лист диафрагмы к горизонтальному листу плиты.

Рис. 51. Сборка и сварка простой диафрагмы не имеющей горизонтального листа:
1 - прихватки; 2-вставки
13.5. Технология выполнения стыков на высокопрочных болтах должна соответствовать требованиям ВСН 163-69,
13.6. Если простые диафрагмы соединяют с главными балками при помощи цельносварных стыков (рис. 52), монтаж диафрагмы производят в следующем порядке:
1) устанавливают диафрагму на нижние пояса главных балок с соблюдением проектных зазоров между торцами вертикальных листов диафрагмы и вертикальными ребрами жесткости главных балок; в случае расхождения фактических зазоров с проектными осуществляют сдвижку диафрагмы;
2) примеряют (а при необходимости - прирезают) вертикальную вставку сначала около одной главной балки; одновременно размечают на нижнем листе диафрагмы и на вставке фактическое положение оси выреза во вставке для пропуска продольного ребра нижней ребристой плиты;
3) выполняют указанный вырез газовой резкой;
4) приваривают нижний пояс диафрагмы к нижнему поясу главной балки;
5) устанавливают вертикальную вставку I и выполняют автоматом (по очереди) вертикальные стыковые швы. Сначала варят шов, соединяющий вставку с главными балками, затем - с диафрагмой;
6) операции 2-5 повторяют при сварке вставки около другой главной балки;
7) подгоняют фигурные вставки II между верхним поясом главной балки и верхним листом диафрагмы и сваривают (по очереди) стыки верхнего пояса. При этом сначала оформляют стык 1 (см. рис. 52) фигурной вставки с поясом диафрагмы, затем стыки 2, 3 с поясом главной балки;
8) выполняют угловые швы в зоне монтажных стыков;
9) контролируют качество сварных швов.
Далее оформляют поперечные стыковые соединения между нижним листом диафрагмы и горизонтальным листом ребристой плиты и стыки продольных ребер жесткости.
13.7. Сборку связей осуществляют, прикрепляя их к фасовкам поперечных ребер плит и вертикальных ребер главных балок (допускается присоединение к ребрам балок без фасовок) струбцинами с последующей постановкой прихваток; в случае приварки самой фасовки втавр к поясам поперечных ребер ребристых плит на монтаже ее поджимают с помощью специальных приспособлений, после чего ставят прихватки и выполняют угловые швы.
13.8. Связи приваривают электродами диаметром 4 мм вручную угловыми швами; предварительно кромки фасовки, ребер и поверхность металла элементов перед сваркой необходимо зачистить. Швы контролируют внешним осмотром.

Рис. 52. Простая диафрагма с цельносварным монтажным стыком
14. ОБЪЕДИНЕНИЕ СБОРНОГО БЛОКА ПЛИТЫ ПРОЕЗЖЕЙ ЧАСТИ СО СТАЛЬНЫМИ БАЛКАМИ В СТАЛЕЖЕЛЕЗОБЕТОННЫХ ПРОЛЕТНЫХ СТРОЕНИЯХ
14.1. Объединение сборного блока плиты проезжей части со стальными балками осуществляется путем приварки угловыми швами к верхним поясам главных балок выступающих частей закладной детали сборного блока (рис. 53).
14.2. Порядок выполнения работ по объединению следующий:
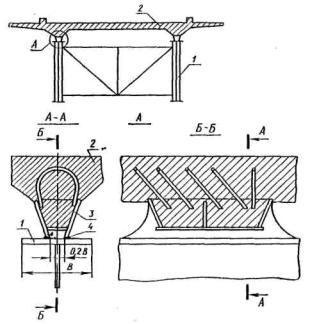
Рис. 53. Объединение сборных блоков плиты проезжей части со стальной конструкцией на сварке:
1 - стальная балка; 2 - сборный железобетонный блок; 3 - опорный лист закладной детали упора блока; 4 - монтажный сварной шов
1) устанавливают плиты в проектное положение для разметки зоны приварки закладной детали на верхних поясах стальных балок;
2) поднимают блок; зачищают абразивным инструментом верхние пояса в месте приварки закладных деталей, а также продольные кромки и прилегающие к ним участки опорных листов закладной детали;
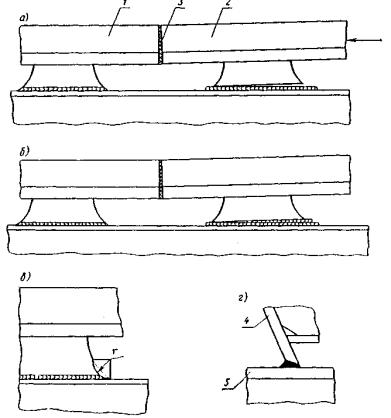
Рис. 54. Последовательность операций по монтажной сварке:
а - наложение первого слоя; б - наложение второго и последующего слоев до полного заполнения зазора между опорным листом закладной детали и поясом; в - механическая обработка концевого участка; г - готовый сварной шов: 1 - установленный блок; 2 - монтируемый блок; 3 -стык блоков железобетонной плиты; 4 - опорный лист закладной детали; 5 - верхний пояс балки
3) устанавливают плиты в проектное положение; выполняют необходимые операции по устройству поперечных стыков между блоками;
4) выполняют последовательными проходами с наружной стороны угловые швы до полного провара толщины опорных деталей (рис. 54); при необходимости выполняют предварительный подогрев в соответствии с разделом 10 Руководства;
5) контролируют качество сварных швов;
6) выполняют механическую обработку сварных швов и концевых участков опорных листов до образования плавного перехода радиусом r ≥ 65 мм (см. рис. 54).
14.3. Сварку указанных соединений выполняют полуавтоматом (порошковой проволокой в среде СО2) или вручную.
15. ПРАВКА ДЕФОРМИРОВАННЫХ ЭЛЕМЕНТОВ МОСТОВЫХ КОНСТРУКЦИЙ
15.1. Общие указания
15.1.1. Элементы конструкций следует править и случаях, когда превышены допускаемые главой СНиП III-18-75 (табл. 9 и 47) величины отклонений от проектной геометрической формы.
Деформированные участки, подлежащие правке, не должны иметь заломов, надрывов и трещин.
15.1.2. При сварке, резке, транспортировании и других технологических операциях, выполняемых при монтаже сварных мостовых конструкций, в заготовках и элементах могут возникать следующие основные виды остаточных деформаций:
волнистость листов (рис. 55, а);
выгиб или местная погнутость листов;
саблевидность листов (рис. 55, б);
коробоватость листов;
хлопун или выпучивание листов и стенок балок (рис. 56, 1);
перелом в стыке сварного полотнища или «домик»;
грибовидность полок (рис. 56, 2);
перекос полок (рис. 56, 3) или ребер ортотропных и ребристых плит;
ромбовидность коробчатого элемента (рис. 56, 4);
винтообразность коробчатого элемента (рис. 56, 5);
продольный выгиб оси элемента (рис. 56, 6), балки и ребристой или ортотропной плиты;
поперечный выгиб ребристой или ортотропной плиты.

рис.55 Остаточные деформации листов

Рис. 56. Остаточные деформации элементов сварных конструкций
15.1.3. При наличии в заготовке или элементе двух или более видов остаточных деформаций их необходимо устранять последовательно.
15.1.4. Правку осуществляют термическим пли термомеханическим методом.
Термическую правку выполняют местным нагревом деформированного участка элемента до высоких температур.
Термомеханическую правку выполняют местным нагревом деформированного участка с одновременным механическим воздействием. Ее рекомендуется применять при значительных величинах деформаций, правка которых термическим методом затруднительна.
15.1.5. Проверку соответствия геометрических форм элементов проектным следует выполнять перед сборкой конструкций.
15.1.6. Правку должны выполнять квалифицированные рабочие, изучившие содержание настоящего раздела, под наблюдением и техническим руководством мастера.
15.1.7. В процессе правки следует соблюдать правила техники безопасности и охраны труда.
15.1.8. Технологические операции при правке рекомендуется осуществлять в следующем порядке:
перед началом правки следует определить величину деформаций, а также величину и направление кривизны: стрелку выгиба при большой длине элемента измеряют с помощью струны, винтообразность элементов - с помощью отвесов по разности отклонений вертикальной стенки элемента в опорных сечениях от вертикали, а для измерения остальных видов деформаций рекомендуется применять универсальную линейку (рис. 57);
определить место и границы зоны нагрева с помощью таблиц, графиков и номограмм, приведенных ниже; для удобства ведения правки границы зоны нагрева и направление правки указывают на металле меловыми линиями и стрелками;
провести правку;
проверить результаты правки: если требуемый результат не был получен, то правку следует продолжить; если элемент получил обратную деформацию, превышающую по величине допускаемую, то его следует перевернуть и продолжить правку с другой стороны;
участки выправленных элементов с деформациями, вызванными механическим воздействием, должны быть подвергнуты контролю с помощью УЗД.
15.1.9. Поверхность стали после правки не должна иметь вмятин, забоин и других повреждений.
15.1.10. Деформации клепаных элементов в зоне расположения заклепок рекомендуется править только после удаления последних.
15.1.11. Запрещается правка элементов путем наплавки валиков дуговой сваркой, дугой, образованной графитовыми электродами, а также плазменными горелками.

Рис. 57. Схема измерения местных остаточных деформаций универсальной линейкой:
1 - деформированный элемент конструкции; 2 - опорная стопка; 3 - зажимной винт; 4 - шпора на опорной стойке; 5-горизонтальная передвижная линейка для измерения перекоса полки; 6 - база; 7 - вертикальная передвижная линейка для измерения стрелки выпучивания
15.1.12. Металл рекомендуется править ацетиленокислородными горелками типа ГС-3 и ГС-4 с номером наконечника не ниже 5 (см. приложение 3). Допускается применение горелок (например, типа ГЗУ-2-62П), работающих на пропан-бутане и других газах - заменителях ацетилена. Для повышения тепловой эффективности пламени газов - заменителей ацетилена рекомендуется несколько увеличивать в смеси газов количество кислорода и применять горелки с сетчатыми наконечниками (номер 6 и выше), имеющими подогревающее пламя. Режимы правки, приведенные в настоящем разделе, даны для ацетиленокислородных горелок. Для горелок, работающих на газах - заменителях ацетилена, режимы правки должны подбираться опытным путем.
15.1.13. Температуру местного нагрева металла при термической и термомеханической правке рекомендуется принимать равной 700°С; для этой температуры рассчитаны все приведенные в настоящем разделе графики, номограммы и таблицы режимов правки.
Допускается повышение температуры нагрева до 900°С (кроме случая, оговоренного в п. 15.1.14).
15.1.14. Термически упрочненные стали, во избежание разупрочнения запрещается нагревать выше 700°С.
15.1.15. В исключительных случаях при термической и термомеханической правке допускается применять проколачиванне нагретого металла кувалдой через гладилку; при этом температура металла не должна опускаться ниже 700°С.
15.1.16. Расстояние от конца наконечника горелки до поверхности металла следует принимать равным 1,0 - 1,2 длины ядра пламени.
15.1.17. Во избежание оплавления нагреваемой поверхности металла скорость перемещения ацетиленокислородных горелок не должна быть меньше 0,2 - 0,3 см/мин.
15.1.18. Температура нагрева и контроль ее постоянства под ядром пламени горелки на нагреваемой площади элемента определяется:
с помощью устройства для контроля температуры нагрева (приложение 12);
визуально, по цвету, каления стали с применением температурной шкалы цветов, приведенной в табл. 5.
Таблица 5
|
Цвет нагрева |
Температура нагрева, °С |
|
Темно - коричневый |
550-580 |
|
Коричнево - красный |
580-650 |
|
Темно - красный |
650-730 |
|
Темно - вишнево - красный |
730-770 |
|
Вишнево - красный |
770-800 |
|
Светло - вишнево - красный |
800-830 |
|
Светло-красный |
830-900 |
15.1.19. Для проверки правильности определения температуры нагрева следует проводить испытания каждого газоправильщика не реже одного раза в квартал (см. приложение 12).
15.1.20. Не допускается правка углеродистых и низколегированных сталей термическим или термомеханическим методом при температуре воздуха ниже минус 15°С, а термически упрочненных - ниже 0°С.
15.1.21. Запрещается охлаждать нагретый металл водой.
15.1.22. Допускается повторный нагрев одних и тех же участков после полного остывания металла, но не более трех раз.
15.2. Правка деформаций листовой стали и сварных полотнищ
15.2.1. Волнистость, выгиб или местную погнутость листовой стали следует править нагревом одной или нескольких полос, расположенных по гребню волны (рис. 58 и 59).
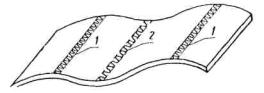
Рис. 58. Правка волнистости листа нагревом полос:
1 - полосы, нагреваемые на верхней поверхности листа; 2 - полосы, нагреваемые на нижней поверхности листа
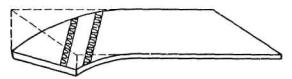
Рис. 59. Правка косого выгиба листа нагревом косонаправленных полос (полосы нагреваются на верхней поверхности)
Ширину полосы нагрева в следует определять по графикам, приведенным на рис. 60 и 61, на которых даны зависимости для горелок с эффективной мощностью 1300, 1750 и 2200 кал/с, что соответствует ацетиленокислородным горелкам с наконечниками номер 5, 6 и 7 (см. приложение 3). В случае применения горелок, работающих на других газах, можно использовать графики, приведенные на рис. 60 и 61, определив согласно указаниям приложения 4 их эффективную мощность.
15.2.2. Стрелку прогиба после правки волнистости допускается предварительно определять сразу же после нагрева полосы.

Рис. 60. Зависимость величины угловых деформаций f/l от ширины полосы нагрева в при нагреве ацетиленокислородной горелкой № 6 листов различной толщины δ.

Рис. 61. Сопоставление эффективности правки листа толщиной 20 мм в зависимости от номера n горелки
15.2.3. Правку саблевидности листовой стали следует производить нагревом клиньев (рис. 62) или нагревом полосы (рис. 63) со стороны выпуклой кромки.
15.2.4. Высоту клина следует назначать равной 2/3 ширины листа.
15.2.5. Клин следует нагревать, перемещая горелку от вершины к основанию (см. рис. 62).

Рис. 62. Правка саблевидности листа нагревом клиньев

Рис. 63. Правка саблевидности листа нагревом полосы шириной h1
15.2.6. При узких листах или наличии значительных остаточных деформаций рекомендуется применять ступенчатый метод нагрева клина, позволяющий повысить эффективность правки примерно на 30%:
нагреть часть а (рис. 64) от вершины к основанию;
убрать горелку и подождать остывания нагретой части до исчезновения свечения металла;
нагреть часть б;
Если по расчету требуется нагреть несколько клиньев, расположенных рядом, то часть б намечается для них общей (рис. 65) (нагрев гребенкой), что обеспечивает непрерывность процесса нагрева.
На рис. 65 цифрами указан порядок нагрева элементов гребенки, а стрелками - направление движения горелки.
15.2.7. Не следует нагревать клин от основания к вершине или одновременно всю его площадь. Не рекомендуется править детали нагревом полосы при отношении ее ширины h1 к общей ширине листа h более 0,2 (см. рис. 63).
15.2.8. Величину изменения стрелки прогиба при правке саблевидности нагревом полосы и нагревом клиньев следует определять по графикам, приведенным на рис. 66 и 67 соответственно.
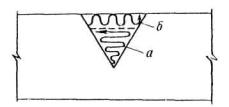
Рис. 64. Ступенчатый нагрев клина
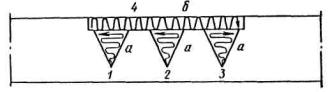
Рис. 65. Нагрев гребенкой

Рис. 66. График зависимости остаточного прогиба f от отношения h1/h:
h1 - ширина полосы нагрева, h - ширина листа
15.2.9. Ширину основания нагреваемого клина следует назначать в пределах от 70 до 200 мм.
Размеры и количество клиньев принимают такими, чтобы после правки не возникло недопустимых переломов: при замене одного широкого клина несколькими узкими с той же суммарной площадью деформация после правки получается той же величины, но более плавная.

Рис. 67. График зависимости остаточного прогиба f от отношения в/h:
h - высота листа, в - ширина основания клина
Для получения формы с особо высокой точностью саблевидность следует править нагревом полосы.
15.2.10. Стрелку прогиба при термической правке саблевидности листов следует определять после выравнивания температуры по сечению.
15.2.11. При повторной правке саблевидности полосой участок нагрева должен быть большей ширины или нагрет до более высокой температуры; при повторном нагреве клином или гребенкой следует руководствоваться указаниями п. 15.1.22.
15.2.12. При правке нагревом клиньев и полос необходимо обеспечивать равномерный прогрев листов по толщине.
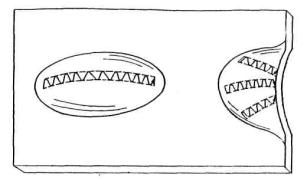
Рис. 68. Правка выпучин листовой стали нагревом полос
Для листов толщиной 20 мм и более при правке полосой следует увеличивать зону одновременного нагрева (т.е. зону, по которой горелка непрерывно равномерно перемещается до достижения металлом заданной температуры). Минимальный размер полосы должен быть равен трем толщинам листа.
При любой толщине металла во избежание образования деформаций в плоскости, перпендикулярной плоскости листа, нагрев рекомендуется вести одновременно двумя горелками с обеих сторон клина или полосы; в случае, когда производится нагрев узкой полосы по кромке листа, можно пользоваться одной горелкой.
15.2.13. Термическую правку выпучин листовой стали (рис. 68) при толщине металла до 14 мм следует осуществлять согласно указаниям п.п. 15.5.9 - 15.5.19, а при толщине свыше 14 мм - п. 15.2.1.
15.2.14. Стрелку прогиба после термической правки выпучин следует измерять после полного остывания металла.
15.2.15. Соединения с «домиком», имеющие стрелку перелома в стыке, превышающую 0,1 толщины полотнища (но не более 2 мм) на базе измерения 400 мм, допускается править нагревом швов. В конструкциях, изготовленных из термически упрочненных сталей, при правке «домиков» часть шва, расположенную на выпуклой стороне стыка, следует удалить воздушно-дуговой сторожкой, зачистить и заварить вновь.
Примечание. Ввиду большой трудоемкости правки «домиков» рекомендуется уделять особое внимание созданию перед сваркой предварительного угла перелома (см. рис. 48).
15.3. Правка поперечного выгиба, грибовидности и перекоса
15.3.1. Термическую правку поперечного выгиба ребристых плит, а также грибовидности полок следует осуществлять нагревом полосы или двух смежных полос, расположенных на гребне деформированного участка (рис. 69, а и б).

Рис. 69. Правка поперечного выгиба (а) и грибовидности (б) нагревом полосы:
1 - зона расположения полосы
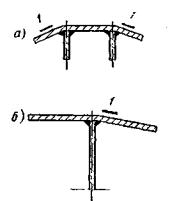
Рис. 70. Правка перекоса совместно с поперечным выгибом (а) и грибовидностью (б) нагревом полосы на полке:
1 - зона расположения полосы
15.3.2. Термическую правку перекоса ребер ортотропных и ребристых плит, а также полок балок следует осуществлять нагревом полос соответственно на листе плиты и полке балки (рис. 70, а и б) или на ребре плиты и стенке балки (рис. 71, а и б).

Рис. 71. Правка перекоса ребер (а) и полок (б) нагревом полос соответственно на ребре и стенке:
1 - зона расположения полосы
15.3.3. Характеристики нагреваемых полос определяют по графикам, приведенным на рис. 60 и 61, и указаниям п. 15.2.1.
15.3.4. Результаты правки грибовидности и перекоса поясов допускается проверять сразу же после нагрева полосы.
15.4. Правка продольного выгиба
15.4.1. Выгиб Н-образных элементов следует править только термическим методом.
15.4.2. Выгиб элементов, представленных на рис. 72 и 73, следует править нагревом клиньев или полос на выпуклой кромке элемента или плиты с учетом указаний п.п. 15.2.4-15.2.7.
15.4.3. При правке элементов, для которых необходим совместный нагрев клиньев и полос (см. рис. 75), рекомендуется следующий порядок правки: вначале нагревают клинья, высота которых равна высоте элемента, затем прямоугольник, основание и высота которого соответственно равны основанию клина и ширине элемента. на рис. 72 - 74 и 76 стрелками показано направление деформаций после правки.
15.4.4. Клинья следует нагревать от вершины к основанию, а прямоугольник - перемещая горелку зигзагообразно вдоль элемента (см. pиc. 74). При нагреве прямоугольника на широких полках следует использовать одновременно две горелки; порядок перемещения их показан на рис. 75, а и б.
В процессе правки не рекомендуется возвращаться и греть ранее нагретые участки.
15.4.5. При наличии выгиба в двух взаимно перпендикулярных плоскостях править следует по схеме, указанной на рис. 76, или сначала в одной, а затем в другой плоскости.
15.4.6. Перелом элемента следует править нагревом Широкого клина в месте перелома (рис. 77, а); если кривизна равномерно распределена вдоль длины элемента, то править следует нагревом нескольких узких клиньев, равномерно распределенных по длине (рис. 77, б), или нагревом полосы (см. рис. 73), определяя режим в соответствии с графиками на рис. 78 и 79.
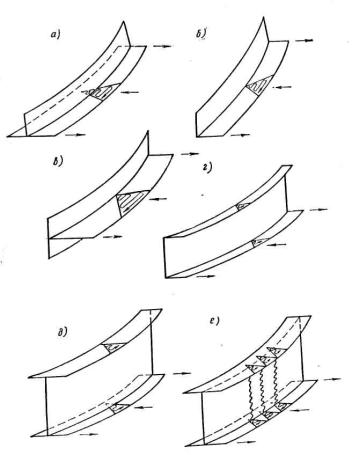
Рис. 72. Правка выгиба нагревом клиньев
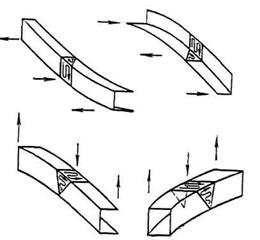
Рис. 73. Правка выгиба нагревом полосы

Рис. 74. Правка выгиба нагревом клиньев в сочетании с нагревом прямоугольника
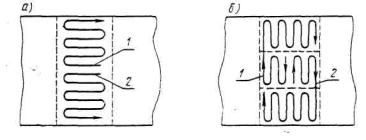
Рис. 75. Последовательность движения горелок при нагреве прямоугольников на широких полках:
1 и 2 - направление движения горелки
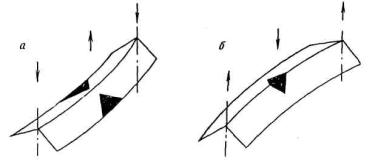
Рис. 76. Правка выгиба нагревом клиньев
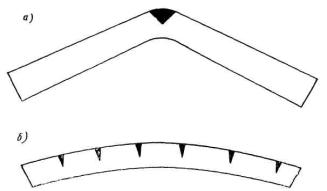
Рис. 77. Термическая правка выгиба различной кривизны
15.4.7. Стрелку выгиба следует измерять после выравнивания температуры по сечению элемента.
15.4.8. Металл следует прогревать равномерно по толщине.
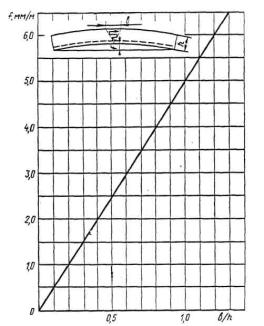
Рис. 78. График зависимости остаточного прогиба от отношения в/h:
h - высота полки уголка или швеллера; в - ширина основания клина
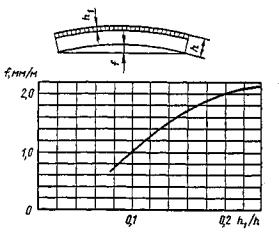
Рис. 79. График зависимости остаточного прогиба f от отношения h1/h:
h1 - ширина полосы нагрева; h - ширина листа
15.4.9. При повторном нагреве полосы следует учитывать указания п.п. 15.1.22, 15.2.11.
15.4.10. При термомеханической правке выгиба нагревают поперечную полосу с выпуклой стороны на половине высоты элемента (рис. 80). Следует нагревать одновременно всю полосу одной или двумя горелками - в зависимости от длины полосы. Для того, чтобы под воздействием груза не образовалась остаточная деформация в другую сторону, необходимо устанавливать страхующую подкладку 3 (см. рис.80).

Рис. 80. Термомеханическая правка выгиба оси элемента:
1 - полосы нагрева; 2 - груз, устанавливаемый до начала нагрева; 3 - страхующая подкладка
15.5. Правка хлопунов
15.5.1. Хлопуны следует править термическим или термомеханическим методом только после завершения правки всех других видов остаточных деформаций элемента.
15.5.2. Хлопуны в стенках, металл которых имеет предел текучести до 40 кгс/мм2 включительно, рекомендуется править термическим методом, а свыше 40 кгс/мм2 - термомеханическим.
Допускается определять стрелку хлопуна с вогнутой стороны стенки путем измерения зазора между стенкой и натянутой струной.
15.5.4. Центр хлопуна и его границы намечаются мелом на той стороне стенки, с которой будет осуществляться нагрев.
Если на стенке имеется два или более хлопунов, то центр и границы размечают для каждого из них.
15.5.5. Рекомендуется для нагрева стенки применять ацетиленокислородные горелки с наконечниками номер 6 и более (см. приложение 3).
При наличии ацетилено-кислородных горелок с меньшими номерами наконечников, или горелок, работающих на газах-заменителях ацетилена, рекомендуется нагревать стенку одновременно двумя или несколькими горелками с факелами, сведенными в одну точку.
15.5.6. При термической правке стенку следует нагревать с выпуклой стороны.
15.5.7. Хлопун следует править нагревом полос, направленных радиально от его центра. Нагрев каждой полосы начинают с центра хлопуна.
Каждую следующую полосу следует нагревать после полного остывания металла.
15.5.8. Режимы термической правки, т.е. ширину b, длину l и количество N полос нагрева, рекомендуется определять в зависимости от измеренной стрелки хлопуна f, длины отсека h и толщины стенки δ: для балки, имеющей ребра жесткости, - по номограммам, приведенным на рис. 81, а и 82, а; для балки, не имеющей ребер жесткости, - по номограммам, приведенным на рис. 83, а и 84, а.
Примечание. на каждой номограмме пунктирной линией изображен способ определения размеров и количества полос нагрева по заданным исходным данным: тип стали (углеродистая или низколегированная), сторона отсека, и толщина стенки, стрелка хлопуна. Примеры расположения на поверхности стенки полос, количество и размеры которых были получены из номограмм (см. пунктирные линии), приведены на рис. 81, б - 84, б.
15.5.9. Ширина полосы нагрева b, определяемая по номограмме, не должна превышать критической величины bкр, полученной по этой же шкале b против заданного значения толщины стенки.
Если пересечение А пунктирных линий (см. рис. 81, а - 84, а) попадает точно на кривую с обозначением количества N полос нагрева, то следует принимать b = bкр. В противном случае вертикальную пунктирную линию продолжают до пересечения Б с ближайшей кривой с большим значением N, откуда, проводя горизонтальную линию до шкалы b, определяют требуемое значение ширины полосы.
15.5.10. При соотношении сторон отсека с хлопуном, не превышающим 1,5, режим правки хлопуна определяют исходя из размера большей стороны h. В противном случае режим правки назначают для каждой стороны отсека отдельно, располагая полученные по номограммам полосы против соответствующей расчетной стороны отсека.
Примечание. Например, для хлопуна с цилиндрической поверхностью (в балках без ребер жесткости и ребристых плитах), который можно представить как вписанный в прямоугольник со сторонами h, и ∞, расчетной стороной является только h, так как при ∞ определяемое количество полос равно нулю. Следовательно, полосы нужно расположить перпендикулярно стороне h на равном друг от друга расстоянии.

Рис. 81. Номограмма для определения режима термической правки стенки с ребрами жесткости, изготовленной из углеродистой стали: a - номограмма; б - пример
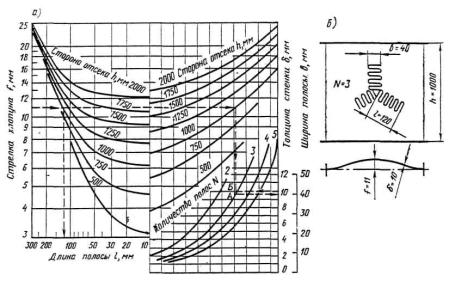
Рис. 82. Номограмма для определения режима термической правки стенки балки с ребрами жесткости, изготовленной из низколегированной стали:
а - номограмма; б - пример
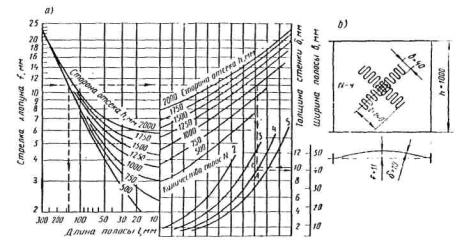
Рис. 83. Номограмма для определения режима термической правки стенки балки без ребер жесткости, изготовленной из углеродистой стали:
а - номограмма; б - пример
15.5.11. В процессе правки рекомендуется контролировать величину усадки стенки следующим образом.
После остывания первой нагретой полосы определить с помощью линейки величину уменьшения стрелки хлопуна f1 и сравнить ее с теоретической, равной
![]()
где f - стрелка, измеренная до правки;
fдоп - максимально допускаемое выпучивание стенки;
N - число полос нагрева, определенное из номограммы.
Если f1 ≥ f1m, то правку следует продолжать согласно определенному по соответствующей номограмме режиму.
Если f1 < f1m (что может быть следствием высокого предела текучести металла стенки, наличия значительных растягивающих остаточных напряжений от предшествующей правки и др.), то следует изменить выбранный режим, увеличивая ширину полосы нагрева с соблюдением условия в ≤ вкр , или увеличивая число нагреваемых полос N.
После остывания второй нагретой полосы, при необходимости, производится дальнейшая корректировка выбранного режима.

Рис. 84. Номограмма для определения режима термической правки стенки балки без ребер жесткости, изготовленной из низколегированной стали;
а - номограмма: б - пример
15.5.12. Режимы для термомеханической правки хлопунов в стенке балок с ребрами жесткости, изготовленных из термически упрочненной стали, рекомендуется определять по номограмме, приведенной на рис. 82 или 84; при этом полученная по номограмме величина l должна быть умножена на коэффициент 0,75.
15.5.13. При термомеханической правке хлопунов нагревом пятен их следует располагать в шахматном порядке вокруг центра хлопуна на расстоянии, не превышающем l (см. п. 15.5.12). Диаметр пятен нагрева не должен превышать значений, приведенных в табл. 6.
Таблица 6
|
Тип стали |
Диаметр пятен нагрева при толщине стенки, мм |
|||
|
8 |
10 |
12 |
14 |
|
|
Углеродистая |
50 |
60 |
75 |
90 |
|
Низколегированная (горячекатаная) |
40 |
50 |
65 |
75 |
|
Низколегированная (термически упроченная) |
40 |
50 |
60 |
70 |
Разрешается одновременно нагревать не свыше 4-5 наиболее удаленных друг от друга пятен. Нагрев новых пятен следует осуществлять после полного остывании ранее нагретых пятен.
15.5.14. При термомеханической правке нагрев стенки следует производить только после установки на ее выпуклую сторону (в центре или симметрично относительно центра хлопуна через распределяющие прокладки) груза или какого-либо приспособления, препятствующего увеличению стрелки хлопуна за счет нагрева.
Величину механического усилия (вес груза, усилие от действия домкрата) следует подбирать опытным путем перед началом правки исходя из условия, чтобы хлопун не был продавлен в обратную сторону.
15.5.15. Перед термомеханической правкой стенки с двояковыпуклыми хлопунами следует установить груз на центр одного из хлопунов, а под центром другого укрепить распорку, препятствующую его выпучиванию под действием груза.
15.5.16. При термомеханической правке допускается нагревать стенку с вогнутой стороны.
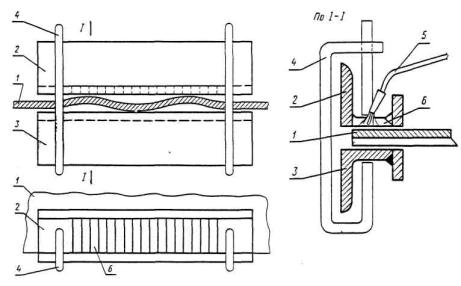
Рис. 85. Термомеханическая правка волнистости концевых участков балок и отдельных листов:
1 - деформированный лист; 2 - верхний прижим; 3 - нижний прижим; 4 - струбцина: 5 - горелка; 6 - окошки для нагрева
15.5.17. Режим термической правки выпученного участка стенки в зоне монтажного стыка («половинного» хлопуна) допускается определять согласно п.п. 15.5.8-15.5.9 как для целого хлопуна. Определенное по номограмме количество полос нагрева необходимо разделить пополам и расположить полосы радиально от центра хлопуна таким образом, чтобы крайние полосы не были параллельны свободной кромке стенки (см. рис. 68).
15.5.18. В случае волнистости свободных кромок стенки в зоне монтажного стыка рекомендуется применять термомеханический метод правки нагревом полос сквозь специальные окна 6 приспособления, изображенного на рис. 85.
Струбцины приспособления следует затягивать до нагрева и в процессе правки подтягивать.
Во избежание чрезмерной усадки полос и, как следствие, сокращения высоты стенки в зоне монтажного стыка, не следует сразу нагревать много полос. Рекомендуется после нагрева и остывания 2-3 полос измерить стрелку выпучивания и при необходимости вновь продолжить правку, нагревая не более 2-3 полос.
15.5.19. Допускается применение воздухоструйного искусственного охлаждения нагретых стенок, за исключением изготовленных из термически упрочненной стали.
15.6. Правка прочих видов деформаций
15.6.1. Правку винтообразности коробчатых сварных элементов следует производить термическим способом и в отдельных случаях (п. 15.6.3) - комбинированным способом.
15.6.2. Термическая правка винтообразности должна производиться нагревом вертикальных и горизонтальных листов коробчатых элементов в местах наибольшей деформации.
Нагрев следует производить двумя парами клиньев в одном сечении элемента, причем общее основание каждой пары клиньев должно располагаться на двух противоположных (по направлению диагонали) гранях.
В том случае, если нагрев в одном сечении не исправляет деформацию до требуемой величины, элемент следует нагреть в другом сечении.
15.6.3. Если винтообразность коробчатого элемента невозможно исправить термическим способом, необходимо срезать верхний горизонтальный лист и затем выправить элемент холодным способом. После этого верхний горизонтальный лист следует заново приварить, соблюдая правильную последовательность технологического процесса.
15.6.4. Для правки ромбовидности коробчатых элементов необходимо разжать сечение домкратом по короткой диагонали на величину, равную двукратному укорочению данной диагонали. Затем производят нагрев полос рядом с наружными швами, примыкающими к разжатой диагонали, с одной стороны каждого шва. При необходимости следует продолжить нагрев с другой стороны шва.
16. МЕХАНИЧЕСКАЯ ОБРАБОТКА МОНТАЖНЫХ СВАРНЫХ СОЕДИНЕНИЙ
16.1. Механической обработке подвергают сварные соединения в местах изменения сечения элементов для создания плавных переходов от одной детали элемента к другой или от шва к основному металлу, а также к концу обрываемой части сечения сварного элемента. Механическую обработку применяют также для снятия усиления швов в местах установки плотно прилегающих к поверхности листов детали, при ремонте дефектных швов и т.д.
16.2. Механическую обработку монтажных сварных соединений следует выполнять в зонах концентрации напряжений, оговоренных в чертежах КМ с учетом указаний инструкции ВСН 188-78.
16.3. Механическую обработку монтажных сварных соединений должны выполнять лица, изучившие правила ухода за применяемым оборудованием и инструментом, освоившие приемы работы, сдавшие экзамен и прошедшие инструктаж по технике безопасности.
16.4. Механическую обработку монтажных сварных соединений следует выполнять после осуществления контроля их качества методами, предусмотренными главой СНиП III-18-75 для данной категории швов и типа соединения.
16.5. Характеристики оборудования и инструмента, применяемых при механической обработке сварных соединений, приведены в табл. 7 и 8. Допускается применять оборудование и инструмент других типов при условии выполнения всех требований к обработке, предъявляемых инструкцией ВСН 188-78.
Таблица 7
|
Электрические шлифовальные машины |
||||
|
Параметры |
Марка |
|||
|
отечественные |
Народная республика Болгария |
|||
|
ИЭ2102А |
ПЭ2103А |
Ш-178 |
Ш-230 |
|
|
Диаметр абразивного круга, мм |
225 |
175 |
178 |
230 |
|
Номинальная мощность, кВт |
1,6 |
1,6 |
1,4 |
1,4 |
|
Скорость вращения круга, об/мин |
6500 |
8500 |
8500 |
6600 |
|
Напряжение на входе, В |
36 |
36 |
220 |
220 |
|
Частота тока Гц |
200 |
200 |
50 |
50 |
|
Габаритные размеры, мм: |
|
|
|
|
|
длина |
465 |
465 |
360 |
360 |
|
ширина |
288 |
262 |
100 |
100 |
|
высота |
184 |
184 |
100 |
100 |
|
Масса, кг |
8,2 |
8,0 |
6,5 |
6,7 |
|
Тип шлифовального круга |
Высокооборотный на тканевом основе с окружной скоростью Vокр = 80 м/с |
|||
|
ГОСТ или ТУ |
ТУ 22-2 035-70 |
|
||
16.6. Механическая обработка должна обеспечивать получение плавных переходов без излишнего ослабления сечения сварного элемента при достаточной чистоте обработанной поверхности.
Обработанные поверхности не должны иметь рисок, расположенных поперек направления усилий, действующих в элементе при его работе. Ослабление сечения элементов при их обработке (углубление в основной металл) не должно превышать 3% толщины металла.
16.7. На границе зоны обработки не должно быть ступенек. Острые кромки и заусенцы у деталей и элементов в зоне обработки должны быть устранены зачисткой (вдоль кромок).
16.8. При обработке шлифовальными машинами нельзя допускать ожогов металла (в виде черных пятен и цветов побежалости на зачищаемых местах), образующихся в результате выделения значительного количества тепла при сильном нажатии на абразивный круг и медленном перемещении его по поверхности обрабатываемого изделия. Чтобы избежать ожогов и шлифовочных трещин, следует обеспечивать непрерывное перемещение абразивного круга по обрабатываемой поверхности и соответствующим образом регулировать силу нажатия.
Таблица 8
|
Пневматические шлифовальные машины |
|||||||||||||
|
Параметры |
Тип и марка |
||||||||||||
|
Прямая |
Торцевая |
Угловая |
|||||||||||
|
П1 |
П2 |
П21 |
ИП 2001 |
Ип 2002 |
Эл 1087 |
ШМ 25-50 |
Ип 2201 |
Ип 2203 |
Ип 2204 |
Ип 2205 |
ИП 2102 |
Ип 2103 |
|
|
Диаметр абразивного круга, мм |
175 |
175 |
225 |
150 |
100 |
30 |
50 |
125 |
125 |
175 |
220 |
175 |
225 |
|
Мощность, л. с |
1,8 |
1,8 |
2,0 |
2,0 |
1,2 |
0,2 |
0,25 |
1,4 |
1,8 |
2,5 |
2,5 |
2,0 |
2,5 |
|
Скорость вращения круга, об/мин: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
на холостом ходу |
8500 |
8500 |
6500 |
5500 |
8000 |
16000 |
16000 |
5000 |
4500 |
8500 |
6500 |
8500 |
6500 |
|
под нагрузкой |
- |
- |
- |
4500 |
5500 |
13000 |
8000 |
- |
- |
- |
- |
- |
- |
|
Давление воздуха, кгс/см2 |
6 |
6 |
6 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
5 |
|
Расход воздуха, м3/мин |
2 |
2 |
2,5 |
1,4 |
1,2 |
0,5 |
0,4 |
1,8 |
1,6 |
2,2 |
2,5 |
2,2 |
2,5 |
|
Диаметр шланга в свету, мм |
18 |
18 |
18 |
16 |
13 |
13 |
9 |
16 |
16 |
16 |
18 |
18 |
18 |
|
Габаритные размеры, мм: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
длина |
525 |
475 |
555 |
565 |
450 |
310 |
250 |
364 |
320 |
360 |
370 |
362 |
365 |
|
ширина |
196 |
198 |
248 |
164 |
120 |
49 |
42 |
243 |
150 |
300 |
300 |
260 |
300 |
|
высота |
150 |
44 |
175 |
130 |
100 |
49 |
76 |
212 |
220 |
200 |
220 |
175 |
200 |
|
Масса, кг |
6,0 |
5,0 |
7,5 |
6,0 |
3,5 |
1,5 |
0,9 |
4,8 |
4,3 |
4,4 |
5,6 |
4,6 |
7,0 |
16.9. Выявленные в зоне обработки технологические дефекты сварки (трещины, несплавления, поры, шлаковые включения, подрезы) должны быть устранены. Подрезы по границам швов, выходящие за пределы указанных в главе СНиП III-18-75 допусков, - в случаях, когда нормами допускается устранять их без подварки, - следует удалять непосредственно при механической обработке.
16.10. Местные наплывы, образовавшиеся в местах перекрытия соседних участков шва при перерыве сварки или при исправлении дефектов, должны быть сглажены механической обработкой до образования плавных переходов от наплыва к шву проектного размера и к основному металлу.
16.11. Характер и объем механической обработки в каждом конкретном случае должны соответствовать «Инструкции по механической обработке сварных соединений в стальных конструкциях мостов» (ВСН 188-78).
16.12. Зачистку кромок листов (после удаления выводных планок газовой резкой) следует осуществлять на всей длине участка, где накладывались швы, прикрепляющие выводные планки, скругляя углы кромок листов.
17. КОНТРОЛЬ КАЧЕСТВА ПРОИЗВОДСТВА РАБОТ
17.1. Общие требования
17.1.1. Контроль качества на всех стадиях монтажа пролетного строения должны осуществлять работники технического надзора Мостоотряда (Мостопоезда).
17.1.2. Выполнение каждой последующей операции при монтаже металлоконструкций пролетного строения разрешается только после осуществления контроля качества работ на предыдущей операции.
17.1.3. Перед началом монтажных работ необходимо проверить техническое состояние сварочного и монтажного оборудования, аппаратуры для неразрушающего контроля сварных швов, инструментов, механизмов и приспособлений.
17.1.4. Поступающие на строительство материалы, монтажные элементы и детали конструкций должны подвергаться входному контролю.
17.1.5. После выполнения сварки, механической обработки сварных соединений и натяжения высокопрочных болтов осуществляется контроль качества готовых монтажных соединений (сварных и болтовых).
17.1.6. Ответственность за качество собранных конструкций на всех этапах монтажа несут исполнители, руководители данного вида работ и работники технического надзора согласно соответствующим должностным инструкциям.
17.1.7. Результаты технического контроля фиксируются и соответствующих документах (актах и журналах), составленных по утвержденной форме. В этих документах должны быть отражены результаты наблюдений на всех стадиях входного, пооперационного контроля, контроля готовых монтажных соединений и контроля конструкции в целом.
17.2. Входной контроль
17.2.1. Поступающие на строительство материалы (основной металл, электродная проволока, флюс, электроды и др.) перед употреблением на монтаже должны подвергаться приемке. Материалы должны иметь сертификаты и удовлетворять по маркам требованиям чертежей КМ пролетного строения; данные сертификатов должны соответствовать требованиям ТУ, ОСТов и ГОСТов на указанные материалы.
Результаты входного контроля материалов заносят в акт приемки, являющийся документом, подтверждающим пригодность данных материалов для монтажа. Материалы, не прошедшие приемку, запрещается отпускать со склада на участок.
17.2.2. Каждая партия сварочной проволоки, флюса и электродов должна подвергаться технологическим испытаниям. Испытания проводят путем сварки стыковых и угловых (тавровых) соединений листового материала, применяемого в данной конструкции. Флюс и проволока считаются пригодными по технологическим свойствам, если процесс сварки на рекомендуемом режиме протекает спокойно, формирование шва и шлаковой корки равномерное, шлак легко удаляется со шва, а в наплавленном металле отсутствуют поры и трещины.
Электроды считаются годными, если при сварке тех же соединений на оптимальном режиме дуга горит устойчиво, спокойно, плавление обмазки происходит равномерно, без образования «козырька», шлак легко удаляется со шва и в наплавленном металле отсутствуют поры и трещины.
Рекомендуется от каждой партии сварочных материалов испытывать контрольные образцы сварных соединении для проверки механических свойств, указанных в п. 9.21 настоящего Руководства.
17.2.3. При приемке поступающих с завода-изготовителя монтажных элементов и деталей следует проверять наличие паспорта, клеим приемки ОТК и заводской инспекции, маркировки и ее соответствие монтажной схеме.
Кроме того, осуществляется контроль правильности геометрических форм и размеров, отсутствия недопустимых остаточных деформаций и повреждений, формы подготовленных кромок монтажных соединений, а также (внешним осмотром) - качества заводских сварных соединений.
17.2.4. Перед началом монтажа пролетного строения следует проверить квалификацию сварщиков, сборщиков-прихватчиков, газорезчиков, газоправильщиков и дефектоскопистов; проверяется наличие паспортов (удостоверений) и указаний в них о характере работ, к которым они допущены.
Для подтверждения квалификации сварщики должны выполнять сварку контрольных соединений в соответствии с удостоверением в нижнем, вертикальном или потолочном положении (с проверкой механических свойств этих соединений). Положение контрольных соединений при сварке должно быть аналогичным положению в пространстве сварных соединений при монтаже конструкций пролетного строения.
Сварщик, по вине которого систематически получается неудовлетворительное качество сварных соединений, должен быть отстранен и переведен администрацией на менее квалифицированную работу.
17.2.5. При контроле технического состояния сварочного оборудования и оснастки проверяется наличие на сварочных автоматах, выпрямителях и аппаратных шкафах измерительных приборов (амперметров, вольтметров), их исправность ходовой части оборудования, возможность обеспечения данным оборудованием заданного режима (в частности, ею параметров и постоянства заданных скоростей подачи проволоки и скорости сварки) и т.д.
Правильность показаний измерительных приборов, кроме предварительной проверки, контролируется не реже двух раз в месяц при помощи специальных контрольных приборов.
17.2.6. При контроле технического состояния дефектоскопической аппаратуры проверяется соответствие ее основных параметров требованиям нормативно-технической документации по неразрушающим методам контроля, утвержденной Минтрансстроем.
17.3. Пооперационный контроль
17.3.1. Перед подачей на сборку (монтажную площадку или участок укрупнения блоков) следует проверить качество исправления всех отклонений, зафиксированных при приемке монтажных элементов и деталей, и произвести при необходимости дополнительные исправления.
17.3.2. Сборка монтажных соединений под сварку должна производиться в полном соответствии с указаниями проекта. Перед сваркой собранных соединений контролируются: правильность фиксирования элементов конструкции (в плане, профиле и по длине); правильность (в пределах допусков) всех размеров и формы подготовленных кромок (величина зазора, притупления, прямолинейность, постоянство сечения разделки и др.); плотность и надежность закрепления подкладок; величина депланации и уступов стыкуемых кромок; правильность и чистота свариваемых кромок и пр.
17.3.3. Контроль выполнения монтажных соединений на высокопрочных болтах производится согласно указаниям ВСН 163-69.
17.3.4. Контроль за соблюдением установленной технологии сварки должен осуществляться периодически - не реже одного раза в смену и при выполнении каждого нового типа монтажного соединения. Проверяется соответствие применяемых при сварке марок электродной проволоки, флюса и электродов, соответствие режима сварки, правильность наложения слоев при заполнении разделки и качество наплавленного металла (визуальным осмотром).
17.3.5. Особое внимание при контроле следует обращать на обязательное выполнение предварительного подогрева металла до требуемой температуры в соответствии с требованиями раздела 10.
17.4. Контроль сварных соединений
17.4.1. Контроль качества сварных швов должен осуществляться в объеме, предусмотренном разделом 9 главы СНиП III-18-75. Категории сварных монтажных швов должна устанавливать проектная организация в чертежах КМ.
Внешнему осмотру и обмеру должны подвергаться 100% монтажных швов.
17.4.2. Качество стыковых швов контролируется также по макрошлифам на торцах швов после удаления выводных технологических планок и зачистки кромки.
Качество стыковых швов по торцевым макрошлифам проверяется на поясах главных балок в цельносварных и комбинированных стыках, а также стыках горизонтальных листов опорных диафрагм, поперечных стыках вставок продольных ребер ребристых плит.
17.4.3. Контроль качества сварных соединений ультразвуковой дефектоскопией (УЗД) следует осуществлять в соответствии с указаниями раздела 9 главы СНиП III-18-75 по инструкциям, утвержденным Минтрансстроем. Допускается выполнять неразрушающий контроль по специальным методикам, согласованным проектной организацией и утвержденным заказчиком. Контроль УЗД должен осуществляться до удаления выводных планок, после подготовки поверхности соединений к контролю.
17.4.4. Допуски по технологическим дефектам монтажных швов принимают в соответствии с табл. 41 раздела 9 главы СНиП III-18-75.
17.4.5. Исправление дефектных сварных швов производится методом сварки, предусмотренным рабочими чертежами КМ. В отдельных случаях по согласованию с представителем института, оказывающего научно-техническую помощь по монтажной сварке, и технического отдела Мостоотряда (Мостопоезда) допускается заварка вскрытого механическим путем (вырезка тонкими шлифовальными дисками и др.) дефектного участка, сваренного автоматом или полуавтоматом, ручной сваркой.
Исправление дефектного участка более двух раз допускается в исключительных случаях после установления причин возникновения данного дефекта. В этом случае в дополнение к применяемым методам контроля сварных швов проверяется качество исходных материалов с помощью химического или спектрального анализа и испытаний механических свойств сварного соединения и металла шва. При проверке необходимо применять материалы, использованные при сварке дефектных швов, и выполнять контрольные образцы по той же технологии.
17.4.6. При контроле внешним осмотром следует проверять наличие номера или знака сварщика, выполнявшего данный шов.
17.4.7. Во всех случаях обнаружения дефектов в сварных швах работники технического надзора совместно с руководителями сварочных работ на основе данных, перечисленных в п. 17.4.5, должны установить причины возникновения дефектов, разработать мероприятия по ремонту швов и проследить в дальнейшем, чтобы появление подобных дефектов не повторялось.
17.5. Контроль качества механической обработки сварных соединений
17.5.1. Контроль качества механической обработки сварных соединений производится визуальным осмотром.
17.5.2. При контроле в соответствии с ВСН 188-78 проверяют: выполнение обработки во всех зонах, оговоренных проектом; соответствие формы и качества обработки; чистоту поверхности металла в зоне обработки; радиусы переходов; отсутствие на обработанной поверхности рисок, расположенных поперек направления усилий, действующих в элементе при его работе; отсутствие в зоне обработки ослабления сечения, превышающего установленный нормами допуск; отсутствие острых кромок и заусениц, а также поверхностных ожогов металла.
Увеличение зоны обработки и радиусов перехода не является браковочным признаком.
18. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ВЫПОЛНЕНИИ СБОРОЧНЫХ И СВАРОЧНЫХ РАБОТ НА МОНТАЖЕ ПРОЛЕТНЫХ СТРОЕНИЙ
18.1. Общие требования
18.1.1. При организации и выполнении монтажных работ по сборке и сварке пролетного строения должны выполняться требования соответствующих разделов главы СНиП по технике безопасности в строительстве, ГОСТ 12.1.004-74, ГОСТ 12.3.003-75; «Правил техники безопасности и производственной санитарии при сооружении мостов и труб», а также «Санитарных правил по сварке, наплавке и резке металлов (№ 1009-73)», 1973 г.
Руководство охраной труда, ее обеспечение и ответственность за ее состояние в строительно-монтажных организациях возлагается на главных инженеров и начальников Мостоотрядов (Мостопоездов).
18.1.2. К производству монтажных работ допускаются лица не моложе 18 лет, прошедшие обучение безопасным методам работы и правилам техники безопасности, усвоившие практические навыки безопасной работы и прошедшие вводный инструктаж по данному виду работ.
18.1.3. Сборщики и сварщики должны обеспечиваться по действующим отраслевым нормам спецодеждой, спецобувью, рукавицами, а также средствами индивидуальном защиты в соответствии с «Правилами техники безопасности и производственной санитарии при сооружении мостов и труб».
18.2. Меры безопасности при использовании электрической энергии
18.2.1. Металлические конструкции пролетных строений, корпуса генераторов, выпрямителей и трансформаторов, корпуса аппаратных ящиков автоматов и полуавтоматов, корпуса распределительного электрического оборудования и устройств сети напряжением 220-380 В должны быть заземлены в соответствии с «Правилами устройств электроустановок» Минэнерго СССР, «Инструкцией по заземлению передвижных строительных механизмов и электрифицированного инструмента» Госстроя СССР, «Инструкцией по устройству сети заземления и зануления в электроустановках» Госстроя СССР.
18.2.2. Сварочная аппаратура, источники сварочного тока и другая электроаппаратура и проводка должны быть надежно защищены от влаги.
18.2.3. Провода должны быть надежно изолированы, контактные соединения надежно закреплены, а наконечники облужены. Изоляция проводов должна выдерживать испытательное напряжение не ниже 1500 В.
18.2.4. Сварочные провода должны быть гибкими и по сечению соответствовать величине проходящего по ним тока. Для медных многожильных сварочных проводов допускается плотность тока не более 7-8 А/мм2.
18.2.5. Сети с напряжением 220-380 В должны быть защищены от короткого замыкания плавкими предохранителями, рассчитанными на максимальную величину тока в зависимости от мощности подключаемой аппаратуры.
Замена перегоревших предохранителей должна осуществляться специалистом-электриком.
18.2.6. Запрещается работать с аппаратурой при появлении на корпусе напряжения, сильном разогреве, искрении вращающихся частей и т.п.
Определение места пробоя на корпус, ремонт электрооборудования, его подключение или отключение должны выполнять специалисты - электрики, дежурные монтеры.
Перед ремонтом электрооборудования его необходимо отключить от сети, а на рубильник или пускатель повесить плакат «Не включать».
18.2.7. При работе в вечернее и ночное время, а также в местах со слабой освещенностью необходимо применять искусственное освещение в соответствии с действующими нормами. Напряжение сети местного электрического освещения должно быть не более 12 В.
18.3. Меры безопасности по предотвращению ожогов при сварке и резке
18.3.1. Защиту глаз и лица от лучистой энергии следует осуществлять в соответствии с ГОСТ 12.4.023-76. Электросварщики должны применять щитки и маски по ГОСТ 12.4.035-78. Очками со специальными светофильтрами следует пользоваться также сборщикам, находящимся вблизи места сварки, операторам при работе на вертикальных автоматах и газорезчикам. Марка стеклянных светофильтров выбирается в зависимости от условий работы (табл. 9).
Таблица 9
|
Обозначение светофильтра |
Марка |
Условия применения |
|
В-2, В-3 |
ТС-1 |
Для вспомогательных рабочих при работе на открытом воздухе |
|
Э-2 |
ТС-3 |
Для сварщиков при силе тока 75-200 А |
|
Э-3 |
То же 200-400 А |
|
|
Э-4 |
То же более 400 А |
|
|
Г-1 |
ТС-2 |
Для газосварщиков, газорезчиков при работе на открытой площадке |
|
Г-2 |
18.3.2. Сварщик не должен заправлять куртку в брюки, а брюки - в ботинки; ботинки должны быть с глухим верхом и плотно зашнурованы; куртка должна быть застегнута на все пуговицы.
18.3.3. При сбивании шлака оператор или сварщик должен работать в очках с простыми стеклами. Огарки электродов следует удалять из держателя аккуратно и следить, чтобы они не попали на работающих вблизи людей или легковоспламеняющийся материал.
18.3.4. При газовой резке, во избежание ожогов находящихся вблизи или внизу людей, следует подкладывать металлический лист под струю расплавленного металла и шлака.
18.4. Меры безопасности при работе на высоте
18.4.1. Сборщики и сварщики, работающие на высоте, обязаны знать и выполнять требования, предъявляемые к рабочим-монтажникам, и пройти обязательный медицинский осмотр.
18.4.2. Сборщики и сварщики должны быть снабжены предохранительными поясами и специальными сумками для ношения инструмента, электродов и других материалов. Обувь не должна скользить по металлу или настилу подмостей.
Технический персонал Мостоотряда (Мостопоезда) должен следить за тем, чтобы рабочие, работающие на высоте, пользовались поясами по прямому назначению.
Пояса перед употреблением должны быть испытаны согласно существующему ГОСТу, с оформлением результатов испытания в акте и занесением их в индивидуальный паспорт пояса, который должен иметь номер (клеймо). Запрещается пользоваться поясами, не проверенными в заданные сроки периодического контроля.
18.4.3. Выполнять сварочные работы на высоте с лесов, подмостей и люлек разрешается только после проверки этих устройств руководителем работ, а также после принятия мер против загорания настилов и попадания расплавленного металла на работающих или проходящих внизу людей.
Настил подмостей рабочего места сварщиков, резчиков или сборщиков должен иметь надежные перила с двумя поручнями (в разных уровнях), обшитые понизу защищенными от загорания досками, вплотную примыкающими к настилу и препятствующими падению вниз инструмента, огарков и электродов и т.п.
18.4.4. Запрещается класть инструмент, сварочные материалы и приспособления в случайных местах или оставлять их на подмостях, лесах, лестницах и т.п.
18.4.5. При одновременной работе нескольких сварщиков на разных уровнях по одной вертикали, наряду с обязательной защитой головы каской, должны быть предусмотрены ограждающие устройства (тенты, глухие настилы и т.п.) для защиты работающих от падающих брызг металла, огарков и др.
18.5. Меры безопасности при выполнении механической обработки сварных соединений
18.5.1. При выполнении механической обработки сварных соединений необходимо соблюдать требования ГОСТ 12.2.001-74 и инструкции ВСН 188-78.
18.5.2. Применяемые при механической обработке оборудование и инструмент должны быть в исправном состоянии.
Запрещается работать абразивным инструментом без защитного кожуха.
18.5.3. Детали и узлы при механической обработке должны быть закреплены, а рабочее место освобождено для свободного доступа к ним.
18.5.4. Механическую обработку сварных соединений пли деталей конструкции на высоте свыше 1 м следует выполнять с рабочих площадок или подмостей шириной не менее 1 м, огражденных перилами.
18.5.5. При работе с электроинструментом необходимо надевать резиновые перчатки.
Работать с пневматическим инструментом следует в рукавицах.
18.5.6. Для предохранения глаз рабочих от попадания отлетающих при работе абразивным инструментом частиц абразива и металла, работать надлежит в защитных очках; для защиты окружающих людей следует применять легкие переносные ширмы и экраны.
18.5.7. Шланг к пневматическому инструменту следует присоединять до подачи в него сжатого воздуха, а отсоединять - лишь после прекращения подачи воздуха из магистрали и удаления оставшегося в шланге воздуха пусковым устройством.
Не следует допускать натяжения шланга, его перекручивания и образования петель.
18.5.8. Абразивные круги должны быть надежно закреплены на шпинделе и хорошо сбалансированы.
Обработка металла шлифовальными кругами, имеющими выбоины, трещины и другие дефекты, - запрещается.
18.6. Меры безопасности при газопламенных работах
18.6.1. При газопламенных работах следует выполнять требования настоящего подраздела, «Правил техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработке металлов» ЦК профсоюза рабочих машиностроения.
18.6.2. Баллоны следует хранить в отдельном специально оборудованном помещении только в вертикальном положении в гнездах специальных стоек. Порожние баллоны должны храниться отдельно от баллонов, заполненных газом.
Вентили газовых баллонов должны быть закрыты предохранительными колпаками; без предохранительных колпаков приемка, храпение и отпуск газовых баллонов для производства работ запрещается.
18.6.3. Газовые баллоны необходимо окрашивать и делать на них ясные надписи с указанием газа, для которого они предназначены. Цвет окраски баллонов и надписей на них принимается по табл. 10.
Баллоны со сжатым газом должны быть защищены от ударов.
Таблица 10
|
Газ |
Цвет окраски баллонов |
Цвет надписи |
|
Кислород |
Голубой |
Черный |
|
Ацетилен |
Белый |
Красный |
|
Нефтегаз |
Серый |
Красный |
|
Пропан |
Красный |
Белый |
|
Бутан |
Красный |
Белый |
|
Природным газ |
Красный |
Белый |
18.6.4. Запрещается оставлять без надзора заряженные баллоны при перерывах в работе; по окончании работ генераторы и баллоны необходимо убрать в отведенные для хранения места.
18.6.5. Замерзшие вентили газовых баллонов разрешается отогревать только паром или горячей водой, не имеющей примесей масла.
18.6.6. При хранении и на месте производства работ кислородные и ацетиленовые баллоны необходимо защищать от действия прямых солнечных лучей.
18.6.7. Запрещается разводить открытый огонь, курить и зажигать спички в пределах 10 м от кислородных и ацетиленовых баллонов.
18.6.8. При выполнении газопламенных работ с применением сжиженных газов вентиляция должна иметь отсосы из нижней части тепляка или другого закрытого помещения.
18.6.9. Отбор кислорода из баллонов производится до остаточного давления не ниже 0,5 кгс/см2, а ацетилена - не ниже указанного в табл. 11.
Таблица 11
|
Температура в °С |
Ниже 0 |
От 0 до 15 |
От 16 до 25 |
От 26 до 35 |
|
Минимальное допустимое остаточное давление но манометру, кгс/см2 |
0,5 |
1 |
2 |
3 |
18.6.10. Открывать вентиль баллона с ацетиленом или крепить на нем редуктор можно только специальным ключом.
18.6.11. Рукава до присоединения к горелке или резаку должны быть продуты рабочим газом. Их следует применять только в соответствии с назначением. Присоединение рукавов к баллонам и аппаратам, а также соединение их между собой производится с учетом указаний п. 18.6.15.
18.6.12. Запрещаются газопламенные работы в местах, где возможно появление взрывоопасных (пожароопасных) газов.
18.6.13. Использование сжиженных газов (пропан-бутановых смесей) при газопламенной обработке материалов должно осуществляться в соответствии с требованиями «Правил безопасности в газовом хозяйстве» Госгортехнадзора СССР.
18.6.14. Для газопламенной обработки материалов должны применяться резино-тканевые рукава по ГОСТ 9356-75*, рассчитанные на давление до 6 кгс/см2, или по ГОСТ 18698-73, рассчитанные на давление до 10 кгс/см2. Длина рукавов не должна превышать 30 м.
18.6.15. Закрепление рукавов на ниппелях аппаратуры (горелок, резаков, редукторов) должно быть надежным и выполняться с применением специальных хомутиков.
Применение дефектных рукавов запрещается. Испорченные места должны быть вырезаны, а отдельные куски соединены двусторонними ниппелями. В каждом рукаве допускается не более двух стыков.
Соединение рукавов отрезками гладких трубок запрещается.
18.6.16. Для баллонов со сжиженными газами максимальная температура их нагрева допускается не выше 45°С.
18.6.17. Автомобили, предназначенные для перевозки баллонов со сжиженными газами, должны быть снабжены огнетушителями.
18.6.18. Наполненные или порожние баллоны следует предохранять от соприкосновения с токоведущими проводами. Расстояние между баллонами и токоведущими проводами должны быть не менее 1 м.
18.6.19. В рамповом помещении для баллонов со сжиженным газом должны быть предусмотрены огнетушители из расчета одни огнетушитель на 10 баллонов сжиженного газа; снаружи помещения у входа должны находиться ящик с песком и лопаткой и доска с противопожарным инвентарем. При работах со сжиженными газами у каждого рабочего места должны находиться огнетушитель и ящик с песком и лопаткой.
18.6.20. Запрещается совместное хранение в одном помещении баллонов для сжиженного газа и для кислорода как наполненных, так и порожних.
18.6.21. Запрещается применять для кислорода редукторы и шланги, использовавшиеся ранее для работы со сжиженными газами.
18.6.22. Лицо, ответственное за безопасную эксплуатацию баллонов, должно назначаться приказом по Мостоотряду (Мостопоезду) из технического персонала данной строительной организации.
18.6.23. Администрация Мостоотряда (Мостопоезда) должна разработать инструкции по безопасному обслуживанию баллонов и вывесить их на видное место, а лицам, выполняющим газопламенные работы, - выдать соответствующую инструкцию на руки.
18.6.24. Периодическая проверка знаний персонала по обслуживанию баллонов должна производиться лицом, ответственным за безопасную эксплуатацию баллонов, не реже чем через каждые 12 месяцев. Результаты проверки должны заноситься в специальный журнал с отметками о дате проверки и оценке знаний каждого из проверенных лиц обслуживающего персонала за подписью лица, производившего проверку.
Приложение 1
РЕКОМЕНДУЕМЫЕ СВАРОЧНЫЕ МАТЕРИАЛЫ ДЛЯ СВАРКИ СТАЛЕЙ ПО ГОСТ 6713-75*
Таблица 1
Материалы для автоматической и полуавтоматической сварки
|
Вид сварного соединения |
Элементы подвергаемые сварке |
Марка стали |
Сварочная проволока |
Флюс |
|||
|
диаметр, мм |
марка |
ГОСТ или ТУ |
марка |
ГОСТ или ТУ |
|||
|
Стыковое |
Пояса главных балок и диафрагм в цельносварных и болтосварных стыках, ребристые и ортотропные плиты |
16Д |
3-4 |
Св-08ГА |
АН-348-А |
ГОСТ 9087-69* |
|
|
или ОСЦ-45 |
|||||||
|
15ХСНД |
Св-10Г21 |
АН-348-А1 |
ГОСТ 9087-69* |
||||
|
10ХСНД |
Св-10Г22 |
АНК-30+ |
ТУ 14-1-2738-79 |
||||
|
Св-10НМА |
+АН-348-А2 |
ГОСТ 9087-69* |
|||||
|
|
|
АН-348-А |
ГОСТ 9087-69* |
||||
|
Стыковое вертикальное |
Стенки главных балок и диафрагм в цельносварных стыках |
16Д |
2,5-3 |
Св-10Г2 |
АНК-30+ |
ТУ 14-1-2738-79 |
|
|
15ХСНД |
|
|
+ АН-348-А |
ГОСТ 9087-69* |
|||
|
10ХСНД |
2,35 |
ПП-2ВДСК |
ТУ 36 УССР 709-77 |
|
|
||
|
Угловое |
Во всех элементах |
16Д |
2 |
Св-08А |
АН-348-АМ |
ГОСТ 9087-69* |
|
|
15ХСНД |
2,5 |
Св-08ГА |
или |
||||
|
10ХСНД |
ПП-АН4 |
ТУ 14-4-49-71* |
ОСЦ-45 |
||||
|
ПП-АН8 |
ТУ 14-4-1059-80 |
||||||
|
ПП-АН9 |
ТУ 14-4-198-72 |
||||||
1 Сварочные материалы, применяемые для корневого и наружного слоев шва
2 Материалы, применяемые для промежуточных слоев шва.
Таблица 2
Материалы для автоматической сварки с металлохимическими присадками*
|
Марка стали |
Сварочная проволока |
Флюс |
Сварочная проволока гранулята (диаметр, мм) |
Химическая добавка |
|
16Д |
Св-08ГА |
АН-348-А |
СВ-08Г2С (1,2-1,6) |
NaF |
|
15ХСНД |
Св-08ГА |
АН-348-А |
Св-10НМА (2,0) |
NaF |
|
10ХСНД |
Св-10Г2 |
АН-348-А |
Св-10НМА (2,0) |
NaF |
* Металлохимическая присадка должна соответствовать ВТУ ИЭС 105-75.
Таблица 3
Электроды для ручной электродуговой сварки
|
Вид сварочного соединения |
Марка стали |
Тип электродов |
Марка электродов |
Диаметр электрода |
ГОСТ |
|
Стыковое |
16Д |
Э42А |
УОНИ 13/45 |
3-5 |
|
|
15ХСНД |
Э46А |
УОНИ 13/55 К |
|||
|
Э50А |
УОНИ 13/55 |
||||
|
10ХСНД |
Э50А |
УОНИ 13/55 |
|||
|
Угловое |
16Д |
Э42А |
УОНИ 13/46 |
3-5 |
|
|
15ХСНД |
Э42А |
УОНИ 13/46 |
|||
|
10ХСНД |
Э46А |
УОНИ 13/55К |
Приложение 2
ХАРАКТЕРИСТИКИ ТЕРМОКАРАНДАША И ПРИБОРОВ ДЛЯ КОНТРОЛЯ ТЕМПЕРАТУРЫ ПОДОГРЕВА
|
Наименование |
Марка |
Фиксируемая температура, °С |
Масса, кг |
Габариты, мм |
Изменение цвета при фиксации температуры |
Питание прибора |
Предприятие-изготовитель |
|
Термокарандаш |
110 |
130 |
0,01 |
Ø = 8; l = 100 |
Желтый на оранжевый |
|
Рижский лакокрасочный завод (РЛКЗ) |
|
Приборы для контроля температуры |
ТПТ-14 |
0-500 |
0,50 |
|
|
Батареи 2,5-3,0 В |
|
|
ТПТ-15 |
50-300 |
0,05 |
100×20×20 |
|
От аккумуляторов |
|
|
|
ЭТП-3М |
0-300 |
0,10 |
100×28×18 |
|
Батарейка «Крона» |
|
Примечания. 1. Один термокарандаш рассчитан на нанесение до 2000 отметок. При работе с термокарандашами следует соблюдать меры предосторожности (они содержат токсичные вещества). Необходимо хранить их при температуре не выше 25°С.
2. Прибор для измерения температуры состоит из контактной термопары (например, хромель-конелевой), подсоединенной к показывающему прибору (милливольтметру или потенциометру). Характеристики термопар и показывающих приборов приведены в приложении 12.
Приложение 3
ХАРАКТЕРИСТИКИ ГАЗОПЛАМЕННЫХ ГОРЕЛОК
|
Тип горелки |
Длина, мм |
Масса, кг |
Горючий газ |
Номер наконечника |
Расход газа, м3/ч |
Эффективная пламени кал/с |
|
|
горючего |
кислорода |
||||||
|
ГЗУ-2-62П |
585 |
1,5 |
Пропан-бутан или природный газ |
6 |
0,65-1,05 |
2,2-3,6 |
до 3000 |
|
7 (сетчатые) |
1,05-1,7 |
3,5-5,8 |
до 4300 |
||||
|
гвпн |
630 |
1,5 |
Пропан-бутан |
|
1,0-1,2 |
Воздух из атмосферы |
(1500) |
|
ГВ-1 |
|
1,5 |
То же |
1 |
0,6 |
То же |
(1000) |
|
2 |
1,2 |
(1500) |
|||||
|
3 |
1,7 |
(2000) |
|||||
|
ГС-3 |
600 |
1,0 |
Ацетилен |
5 |
0,66-1,10 |
0,47-1,2 |
1300 |
|
6 |
1,05-1,75 |
1,15-1,95 |
1750 |
||||
|
7 |
1,70-2,80 |
1,90-3,10 |
2200 |
||||
|
ГС-4 |
|
|
Ацетилен |
8 |
2,8-4,5 |
3,1-5,0 |
(3000) |
|
9 |
4,5-7,0 |
5,0-8,0 |
(4000) |
||||
|
ГС-4П |
|
|
Пропан-бутан |
8 |
1,7-2,7 |
6,0-9,5 9,5-14,7 |
(5000) |
|
9 |
2,7-4,2 |
9,5-14,7 |
(7000) |
||||
|
(сетчатые) |
|
|
|
||||
|
ГАО-2-72 |
1290 |
2,0 |
Ацетилен |
Многопламенные |
2,0 |
2,2 |
(2000) |
Примечания. 1. В скобках приведены ориентировочные расчетные значения эффективной мощности пламени горелок.
2. Горелки типа ГЗУ-2-62П, ГВПН, ГВ-1, ГС-3 и ГАО-2-72 отличаются только наконечниками и имеют рукоятку горелки ГС-3.
3. Горелка ГВ-1 в отличие от горелки ГВПН имеет более длинное пламя (до 1 м). Во время эксплуатации следует эти горелки держать наклонно по отношению к нагреваемой поверхности.
Приложение 4
ИЗМЕРЕНИЕ ЭФФЕКТИВНОЙ МОЩНОСТИ ПЛАМЕНИ ГОРЕЛКИ
Для определения эффективной мощности пламени горелки калориметрическим способом необходимо иметь следующее оборудование: круглый образец диаметром 150 мм из стали любой марки толщиной 20 мм, сосуд для воды объемом 5 литров, термометр и секундомер.
Процесс определения эффективной мощности следующий: положить образец на бетонные подкладки таким образом, чтобы основная часть его нижней поверхности находилась вне подкладок; нагреть образец горелкой в течение 40 с, медленно перемещая горелку по кругу диаметром 20 мм в центре образца; убрать горелку, одновременно опустив образец в сосуд с 5 литрами воды; затем в течение минуты образец перемещать в воде, после чего замерить температуру воды в сосуде (замер температуры воды необходимо производить также перед погружением образца).
Для того чтобы образец можно было перемещать в нагретом состоянии, к нему приваривают сбоку электрод или проволоку.
Эффективная мощность определяется по следующей формуле:
qэ = 140·Δt, кал/с,
где Δt - разность температур воды, замеренных до и после опускания в нее нагретого образца.
Приложение 5
ХАРАКТЕРИСТИКИ ГИБКОГО ПАЛЬЦЕВОГО НАГРЕВАТЕЛЯ СОПРОТИВЛЕНИЯ
Нагреватель для термической обработки сварных соединений (см. рисунок) в монтажных условиях разработан ВНИИМонтажспецстроем и изготавливается предприятиями Минмонтажспецстроя СССР.

Схема нагревателя:
1 - нихромовая спираль; 2 - керамический изолятор; 3 - крепежный пояс
Мощность нагревателя - 5 кВт; масса - 5 кг; питание от сварочного трансформатора ТС-500 (один трансформатор обслуживает до четырех нагревателей); время нагрева стали толщиной 20 мм - 10-15 мни.
Нагреватели вместе с прилегающими участками металла покрывают теплоизоляцией шириной не менее 600 мм и толщиной 20-30 мм. Теплоизоляция изготавливается из асбестового картона или ткани и базальтового волокна.
Приложение 6
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ ПОЯСОВ БАЛОК ИЗ СТАЛЕЙ ПО ГОСТ 6713-75*
Таблица 1
Режимы первого (корневого) слоя
|
Способ выполнения слоя |
Диаметр электрода, мм |
Сила тока, А |
Напряжение на дуге, В |
Скорость подачи проволоки, м/ч |
Скорость сварки м/ч |
|
Вручную |
4 |
160-200 |
- |
- |
- |
|
Автоматом на флюсо-медной подкладке |
3 |
480-560 |
32-34 |
129-150 |
21-25 |
|
4 |
530-600 |
33-34 |
74-80 |
23-25 |
|
|
Автоматом на флюсо-медной подкладке со стеклотканью |
3 |
480-500 |
32-34 |
130 |
25-27 |
|
4 |
520-540 |
33-35 |
70 |
25-27 |
Таблица 2
Режимы автоматической сварки под флюсом
|
Слои шва |
Диаметр электродной проволоки, мм |
Сила тока, А |
Напряжение на дуге, В |
Скорость подачи проволоки, м/ч |
Скорость сварки м/ч |
|
Второй |
3 |
535-620 |
30-32 |
130-150 |
18-23 |
|
4 |
600-680 |
32-34 |
85-94 |
20-23 |
|
|
5 |
600-700 |
32-34 |
61-74 |
21-25 |
|
|
Средние слои |
3 |
600-750 |
32-36* |
150-185 |
20-25 |
|
4 |
650-700 |
34-36* |
90-110 |
21-25 |
|
|
5 |
700-800 |
34-36* |
68-81 |
23-27 |
|
|
Наружные слои** |
3 |
580-680 |
36-38 |
130-160 |
15-21 |
|
4 |
550-700 |
36-40 |
74-95 |
19-23 |
|
|
5 |
550-750 |
38-42 |
53-74 |
19-23 |
* Для флюса АНК-30 напряжение увеличить до 37-40 В.
** При наложении верхнего слоя шва следует применять технологические приемы, способствующие получению плавного перехода от поверхности шва к поверхности основного металла. Так, режимы сварки необходимо подбирать из условий получения верхнего слоя шва уширенной формы и применять флюс АН-348-А,
Приложение 7
ОРИЕНТИРОВОЧНЫЕ ДАННЫЕ О КОЛИЧЕСТВЕ СЛОЕВ ШВА ПРИ СВАРКЕ ПОД ФЛЮСОМ СТЫКОВЫХ СОЕДИНЕНИИ С V-ОБРАЗНОЙ РАЗДЕЛКОЙ КРОМОК
Таблица 1
|
Толщина металла в мм |
Параметры разделки кромок |
Площадь поперечного сечения F, мм2 |
Количество слоев n при режиме |
||||
|
притупление р, мм |
угол скоса α град |
зазор а, мм2 |
I |
II |
III |
||
|
12 |
2 |
30 |
2 |
109 |
3 |
2 |
2 |
|
4 |
137 |
3 |
3 |
2 |
|||
|
35 |
2 |
126 |
3 |
3 |
2 |
||
|
4 |
154 |
3-4 |
3 |
2-3 |
|||
|
14 |
2 |
30 |
2 |
126 |
3 |
3 |
2 |
|
4 |
157 |
3-4 |
3 |
2-3 |
|||
|
35 |
2 |
153 |
3-4 |
3 |
2-3 |
||
|
4 |
184 |
4-5 |
4 |
3 |
|||
|
16 |
2 |
30 |
2 |
182 |
4-5 |
4 |
3 |
|
4 |
218 |
4-6 |
4-5 |
3 |
|||
|
35 |
2 |
212 |
4-5 |
4 |
3 |
||
|
4 |
248 |
5-6 |
5-6 |
3-4 |
|||
|
20 |
2 |
30 |
2 |
274 |
5-7 |
6 |
3-5 |
|
4 |
318 |
6-8 |
6-7 |
4-6 |
|||
|
35 |
2 |
321 |
6-8 |
6-7 |
4-6 |
||
|
4 |
365 |
7-9 |
6-8 |
5-7 |
|||
|
25 |
2 |
30 |
2 |
414 |
8-11 |
7-9 |
5-8 |
|
4 |
468 |
9-12 |
8-10 |
6-9 |
|||
|
35 |
2 |
489 |
9-12 |
8-11 |
6-10 |
||
|
4 |
543 |
10-14 |
9-12 |
6-10 |
|||
|
32 |
2 |
30 |
2 |
659 |
12-18 |
10-14 |
8-13 |
|
4 |
728 |
13-18 |
11-15 |
9-14 |
|||
|
35 |
2 |
782 |
15-19 |
12-17 |
9-15 |
||
|
4 |
860 |
16-22 |
13-18 |
10-17 |
|||
|
40 |
2 |
30 |
2 |
1010 |
19-26 |
16-22 |
12-20 |
|
4 |
1094 |
20-27 |
17-23 |
13-22 |
|||
|
35 |
2 |
1205 |
23-30 |
19-28 |
14-23 |
||
|
4 |
1285 |
24-32 |
20-28 |
15-25 |
|||
Таблица 2
|
Режим сварки |
Диаметр электродной проволоки мм |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость подачи электродной проволоки, м/ч |
Скорость сварки, м/ч |
Погонная энергия, кал/см |
Площадь поперечного сечения наплавленного металла, мм2 |
|
I |
3 |
400-650 |
30-32 |
100-160 |
20 |
4500-8000 |
35-55 |
|
II |
4 |
500-750 |
32-34 |
70-110 |
20 |
5800-9300 |
43-60 |
|
III |
5 |
650-950 |
32-36 |
60-81 |
20-25 |
6000-9500 |
46-79 |
Приложение 8
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ В КОНСТРУКЦИЯХ ИЗ СТАЛЕЙ ПО ГОСТ 6713-75*
Таблица 1
Режимы при сварке аппаратом А-820М
|
Толщина металла, мм |
12 |
20 |
25 |
32 |
|
Форма разделки кромок |
|
|
|
|
|
Сварочная проволока (марка, диаметр)* |
Св-10НМА или Св-10Г2 Ø 3 мм ПП-2ВДСК, Ø 2,35 мм |
Св-10НМА или Св-10Г2, Ø 3 мм |
Св-10НМА или Св-10Г2, Ø 3 мм |
Св-10НМА или Св-10Г2, Ø 3 мм |
|
Флюс марки |
АНК-30-70% АН-348-А-30% |
АНК-30-70% АН-348-А-30% |
АНК-30-70% АН-348-А-30% |
АНК 30-70% АН-348-А-30% |
|
Газовая защита* |
СО2 |
|
|
|
|
Сварочный ток, А* |
|
650-700 |
680-700 |
Шов 1, 650-720 Шов 2, 650-720 |
|
Напряжение на дуге, В* |
34-36 24-30 |
35-38 |
36-38 |
Шов 1, 35-37 Шов 2, 35-37 |
|
Скорость подачи проволоки, м/ч |
180-200 |
180-200 |
190-220 |
Шов 1, 180-210 Шов 2, 170-200 |
|
Скорость сварки, м/ч* |
6-7,5 4-6 |
5-6,5 |
4-5 |
Шов 1, 6,0-7,0 Шов 2, 5,0-6,0 |


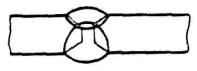
* В знаменателе приведены данные, относящиеся к порошковой проволоке, выпускаемой Днепропетровским заводом Минмонтажспецстроя УССР.
Таблица 2
Режимы при сварке аппаратом А-1150У
|
Марка сварочной проволоки и ее диаметр, мм |
Толщина металла, δ, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Вылет электрода, мм |
Амплитуда колебания электрода, мм |
Примечание |
|
ПП-2ВДСК, |
10-12 |
330-350 |
26-28 |
25-30 |
0 |
Сварка |
|
Ø 2,35 |
14-16 |
350-370 |
27-29 |
25-30 |
2-3 |
одним |
|
18-20 |
350-370 |
28-30 |
25-30 |
4-5 |
электродом |
|
|
22-25 |
650-700 |
29-31 |
30-35 |
0 |
Сварка |
|
|
28-30 |
670-720 |
30-31 |
30-35 |
0 |
двумя электродами |
|
|
32-36 |
700-750 |
31-32 |
30-35 |
0 |
с расстоянием между ними 0,5 δ |
Примечания. 1. Скорость сварки 3-8 м/ч.
2. В случае вынужденной остановки процесс сварки следует начинать с выплавки кратера в среде СО2.
Приложение 9
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ ПОЛУАВТОМАТИЧЕСКОЙ И РУЧНОЙ СВАРКИ СТАЛЕЙ ПО ГОСТ 6713-75*
Таблица 1
Режимы полуавтоматической сварки
|
Способ сварки |
Вид соединения |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость подачи электрода, м/ч |
Скорость сварки, м/ч |
|
Под флюсом |
Стыковое |
400-450 |
32-34 |
230-260 |
25-27 |
|
Угловое (катет шва 6-8 мм) |
330-360 |
30-32 |
204-230 |
18-20 |
|
|
Порошковой проволокой в среде СО2* |
Стыковое |
330-380 |
28-30 |
300-350 |
12-14 |
|
Угловое (катет шва 6-8 мм) |
290-320 |
24-26 |
230-270 |
14-16 |
* Расход СО2 - 12-14 л/мин.
Примечание. Диаметр порошковой проволоки 2; 2,5; 3,0 мм.
Таблица 2
Режимы ручной сварки
|
Пространственное положение шва |
Сила тока А, при диаметре электрода, мм |
|
|
4 |
5 |
|
|
Нижнее |
130-160 |
170-200 |
|
Вертикальное |
100-130 |
140-160 |
|
горизонтальное |
|
|
|
потолочное |
120-140 |
150-170 |
Приложение 10
РАСЧЕТ ВЕЛИЧИНЫ ЗАЗОРА И РОСПУСКОВ ПРИ СВАРКЕ СТЫКОВОГО СОЕДИНЕНИЯ ДВУХЛИСТОВЫХ ПОЯСОВ БАЛОК ПО АВТОРСКОМУ СВИДЕТЕЛЬСТВУ № 729011
При многослойной сварке стыкового соединения угловую деформацию можно определить как

где ![]() см3/кал - для мостовых сталей;
см3/кал - для мостовых сталей;
![]()
![]() кал/см - погонная энергия;
кал/см - погонная энергия;
I - сварочный ток, А;
U - напряжение на дуге, В;
η - эффективный к.п.д., равный для автоматической сварки под флюсом 0,8-0,85;
m = -0,12 - для сварки под флюсом на постоянном токе обратной полярности;
n = 2,45·10-4qnсм - для сварки под флюсом на постоянном токе обратной полярности;
а - начальная толщина заваренного слоя, равная толщина притупления и первых двух - трех слоев заваренного шва, см;
![]()
δ - толщина листа, см.
Зазор между листами определяется задаваемой по условиям сварки толщиной подкладок Δn В зависимости от этого длина роспуска
![]()
При условии, что напряжения в листах не будут превосходить предела текучести, длина роспуска для заданного класса стали
![]()
Окончательно в проекте назначают длину роспуска условного шва между листами пакета, равную большей из двух величин L1 и L2.
Приложение 11
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ СВАРКИ ПОД ФЛЮСОМ МОНТАЖНЫХ СОЕДИНЕНИЙ БЛОКОВ РЕБРИСТЫХ И ОРТОТРОПНЫХ ПЛИТ ИЗ СТАЛЕЙ ПО ГОСТ 6713-75*
|
Способ сварки |
Вид соединения |
Толщина металла, мм |
Слои шва |
Диаметр электрода, мм |
Параметры режима сварки |
|||
|
I, А |
U, B |
υэл, м/ч |
υCB, м/ч |
|||||
|
Автоматическая на флюсо-медной подкладке |
Стыковое |
10-32 |
Корневой |
4 |
530-600 |
33-34 |
74-80 |
23-25 |
|
Последующие |
4 |
650-750 |
36-38 |
83-86 |
20-23 |
|||
|
Автоматическая на флюсо-медной подкладке с ручной подваркой корня шва |
Стыковое |
10-32 |
Корневой |
4 |
160-200 |
- |
- |
- |
|
Последующие |
4 |
650-750 |
36-38 |
83-86 |
20-23 |
|||
|
Автоматическая на флюсо-медной подкладке со стеклотканью |
Стыковое |
10-32 |
Корневой |
4 |
520-540 |
33-35 |
70 |
25-27 |
|
Последующие |
4 |
650-750 |
36-38 |
83-86 |
20-23 |
|||
|
Автоматическая с металлохимическими присадками на медной подкладке |
Стыковое |
20 |
Первый |
4 |
690-730 |
36-38 |
90-100 |
20-23 |
|
Второй |
4 |
690-730 |
36-38 |
90-100 |
20-22 |
|||
|
25 |
Первый |
4 |
790-830 |
37-39 |
105-110 |
18-20 |
||
|
Второй |
4 |
790-830 |
37-39 |
105-110 |
18-20 |
|||
|
32 |
Первый |
5 |
980-1020 |
38-40 |
85-90 |
18-20 |
||
|
Второй |
5 |
980-1020 |
38-40 |
85-90 |
18-20 |
|||
|
Автоматическая на керамической подкладке |
Стыковое |
8-14 |
|
4 |
750-780 |
36-38 |
130 |
30 |
|
16-24 |
Первый |
4 |
500 |
34 |
70 |
18-20 |
||
|
Второй |
4 |
650-700 |
36-38 |
70 |
18-20 |
|||
|
Полуавтоматическая |
Тавровое |
10-32 |
Корневой |
2 |
300 |
30 |
200 |
18-20 |
|
Последующие |
2 |
300-350 |
30-32 |
200-230 |
18-20 |
|||
|
Нахлесточное |
10-32 |
Корневой |
2 |
300 |
30 |
200 |
18-20 |
|
|
Последующие |
2 |
300-350 |
30-32 |
200-230 |
18-20 |
|||
* Перед сваркой металлохимическая присадка засыпается в зазор между свариваемыми кромками.
Приложение 12
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТЕМПЕРАТУРЫ НАГРЕВА И ОСНОВНЫЕ ПОКАЗАТЕЛИ ТЕРМОПАР
Устройство (см. рисунок) предназначено для визуального определения и контроля температуры нагрева, которая для термической и термомеханической правки, согласно п. 15.1.13, принимается равной 700°С.

Схема устройства для контроля температуры нагрева:
1 - горелка; 2 - притертый медный «пятачок»; 3 - стальная пластина; 4 - прибор, регистрирующий температуру; 5 - прижим; 6 - термопара, заключенная в трубку с двумя отверстиями
Устройство состоит из хромель-алюмелевой термопары, закрепленной, как это показано на рисунке, в стальной очищенной от окалины пластинке и подсоединенной к измерительному прибору со шкалой, проградуированной в градусах Цельсия.
Характеристики термопар и приборов приведены в табл. 1 и 2.
Таблица 1
|
Характеристика термопар |
Тип термопар |
||
|
хромель-копелевая |
хромель-алюминиевая |
платинородий-платиновая |
|
|
Пределы измерения температур, °С: |
|
|
|
|
при длительном применении |
600 |
1000 |
1300 |
|
при кратковременном применении |
800 |
1300 |
1600 |
|
Марки стандартных термопар |
ТХКП-15М |
ТХАП-15М, |
ТПП-0555 |
|
(поверхностная) |
ТХА-0525А, |
||
|
ТХА-0806 |
|||
Таблица 2
|
Наименование приборов |
Характеристики приборов |
||
|
Марка |
Масса, кг |
Примечание |
|
|
Пирометрические милливольтерметры |
МПП-054 |
0,5 |
Показывающий, переносной |
|
(МПП-154, |
|
|
|
|
МПП-254, МПП-354) |
|
|
|
|
МПЩПр-54М |
0,5 |
Показывающий, щитовой |
|
|
MCЩПр-018 |
12,0 |
Самопишущий, щитовой; |
|
|
(МСЩПр-01-18, |
|
переменный ток |
|
|
МСЩПр-02-18, |
|
|
|
|
МСЩПр-03-18) |
|
|
|
|
Автоматические электронные потенциометры |
ЭПП, ЭПД, |
20-40 |
Самопишущие, многоточечные, |
|
ПС1, ПСР1, |
|
имеют большие |
|
|
КСПЗ (ПЭД-250) |
|
габариты |
|
|
ПП63, |
|
Переносные контрольные |
|
|
КП-59 |
|
приборы лабораторного типа |
|
Примечание. В отличие от милливольтметров потенциометры не требуют применения специальных компенсирующих устройств.
Пятно, нагреваемое на пластине, должно быть расположено точно над местом закрепления термопары. Для этой цели на пластине следует предварительно обозначить место нагрева пятна.
После нагрева пятна до температуры, зарегистрированной прибором, правильщик должен запомнить цвет каления металла под пламенем горелки и прекратить нагрев. Затем, не глядя на прибор, правильщик должен повторно нагреть пластину до температуры, определяемой по калению металла, и затем проверить результат по прибору. При несовпадении результатов нагрев следует повторить до приобретения устойчивого навыка.