|
НАУЧНО-ТЕХНИЧЕСКИЙ ЦЕНТР ООО "НТЦ Системы трубопроводов и полимерных материалов" (ООО "НТЦ СTПM") |
||
|
СОГЛАСОВАНО |
|
УТВЕРЖДАЮ |
|
Директор ФГУП _______________Ю.Ю. Головач «____»_________2003 г |
|
Генеральный директор ООО «НТЦ СТПМ» ______________Н.Г. Кулихина «____»__________2003 г |
|
СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ ИЗ ЛАТУНИ |
||
|
Технические условия |
||
|
Введение: с 01.12.2003 г. |
||
|
СОГЛАСОВАНО |
|
РАЗРАБОТАНО |
|
Генеральный директор ООО «Фирма Бир Пекс» _______________В.А. Кикель «____»__________2003 г |
|
Ведущий специалист ООО «НТЦ СТПМ» ________________Д.С. Кулихин «____»____________2003 г |
Москва 2003
Содержание
|
1.2 Типы, конструкция и размеры 2. Требования безопасности и охраны окружающей среды 5 Транспортирование и хранение Приложение Б (Справочное) Нормативные ссылки
|
Настоящие технические условия распространяются на соединительные делали из латуни (далее - фитинги), предназначенные для труб из сшитого (РЕ-Х) полиэтилена и системах холодного и горячего хозяйственно-питьевого водоснабжения и отопления, а также транспортирующих вещества, к которым материал труб и фитингов является химически стойким.
Условия эксплуатации фитингов должны соответствовать указанным в ГОСТ Р 52134-2003.
Условное обозначение фитинга включает наименование детали, сокращенное буквенное обозначение «Пресс - для фитингов прессового типа, номинальные наружные диаметры и толщины стенок и соединяемых труб в миллиметрах, размер трубной цилиндрической резьбы в дюймах, количество отводов - для коллекторов и номер настоящих технических условии.
Примеры условного обозначения:
- угольника с наружной резьбой 1/2" компрессионного типа для соединения труб с номинальным наружным диаметром и номинальной толщиной стенки 20×2,0 мм:
Угольник с наружной резьбой 20(2,0) х 1/2 ТУ 4193-007-70239139-03;
- тройника прессового типа для соединения труб с номинальным наружным диаметром и номинальной толщиной стенки 20×2,8 мм:
Тройник Пресс 20(2,8) ТУ 4193-007-70239139-03.
1 Технические требования
1.1Фитинги должны изготовляться в соответствии с требованиями настоящих технических условии по технологической документации и рабочим чертежам, утвержденным в установленном порядке.
1.2 Типы, конструкция и размеры
1.2.1 Фитинги изготавливаются следующих типов:
- компрессионные с врезающимся кольцом;
- прессовые с натяжной гильзой.
1.2.2 Фитинги предназначены для соединении труб из сшитого полиэтилена по ГОСТ Р 52134-2003 и ТУ 2248-039-00284581-99 следующих SDR согласно таблице 1.
Таблица 1 |
Размеры в миллиметрах |
|
|
Номинальный наружный диаметр трубы |
SDR7,4/S3,2/РN20 |
SDR11/S5/PN12,5 |
|
Номинальная толщина стенки трубы |
||
|
16 |
2,2 |
1,5 |
|
20 |
2,8 |
1,9 |
|
25 |
3.5 |
2,3 |
|
32 |
4,4 |
2,9 |
|
40 |
5,5 |
3,7 |
|
50 |
6,9 |
4,6 |
|
63 |
8,6 |
5,8 |
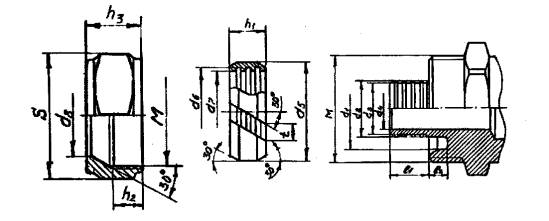
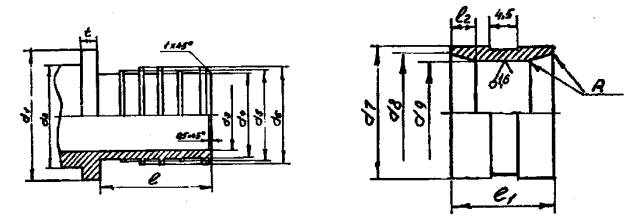
1.2.3 Конструкция соединения компрессионного типа с врезающим кольцом должна соответствовать рисунку 1, прессового типа с натяжной гильзой – рисунку 2.
1.2.4 Допуски формы и расположения поверхностей по ГОСТ 26338-84..
1.2.5 Резьба накидных гаек фитингов компрессионного типа - метрическая по ГОСТ 9150-81, ГОСТ 24705-81. Допуски на резьбу 6Н, 6g по ГОСТ 16093-81. Размеры фасок, сбегов и недорезов по ГОСТ 10549-80. Сбеги и недорезы - нормальные.
1.2.6 Предельные отклонения размеров под ключ по ГОСТ 6424-73.
1.2.7 Номенклатура и типоразмеры фитингов компрессионного типа труб из сшитого полиэтилена SDR7,4; SDR11 и прессового типа для труб из сшитого полиэтилена SDR11 указаны в приложении А.
1.3 Требования к материалам
1.3.1 Фитинги изготавливаются из медно-цинковых сплавов (латуней) обрабатываемых давлением по ГОСТ 15527-2004 марок JIC59-1, ЛС59-2 или литейных марки ЛЦ25С2 по ГОСТ 17711-93.
Допускается использовать другие марки латуней, в том числе марки в соответствии с Европейскими стандартами при условии соответствия фитингов требованиям настоящих ТУ:
- CuZn36Pb2As (CW602N), CuZn39Ph3 (CW614N); CuZn40Pb2 (CW617N) пo EN 12164;
- CuZn33Pb2-C (CC750S) пo prEN 1982.
Стойкость к обесцинкиванию латуней для фитингов должна соответствовать одному из следующих требований:
- максимальная глубина обесцинкивания должна быть не более 200 мкм (класс DRA);
- средняя глубина обесцинкиваня должна быть не более 200 мкм при максимальной глубине не более 400 мкм (класс DRB).
1.3.2 Для изготовление фитингов используются прутки латунные по ГОСТ 2060-90.
1.3.3 Все материала, применяемые для изготовления трубопроводов, транспортирующих, питьевую воду, должны быть разрешены для указанного применения органами здравохранения.
1.4 Характеристики
1.4.1 Фитинги должны иметь наружную и внутреннюю поверхность без загрязнений, затрудняющих осмотр. На поверхности не допускаются трещины, раковины, неметаллические включения.
1.4.2 Присоединительные резьбы фитингов: внутренняя трубная цилиндрическая по ГОСТ 6357-81 класса точности А, наружная - трубная коническая по ГОСТ 6211-81.
Резьба должна иметь чистую гладкую поверхность без заусенцев, острых кромок и рисок. Наличие ниток с сорванной неполной резьбой, a также дефектов, препятствующих прохождению резьбового калибра, не допускается.
1.4.4 Фитинги не должны иметь остаточных напряжений. Наличие остаточных напряжений контролируют в соответствии с п. 4.8.
1.4.5 Соединения труб из сшитого полиэтилена (PЕ-X) с помощью фитингов должны соответствовать п.5.1.24 ГОСТ Р 52134-2003.
1.5 Комплектность
1.5 В комплект поставки должны входить фитинги, сортамент которых определяет заказчик, а также документ, удостоверяющий качество изделий.
Фитинги компрессионного типа поставляются в сборе с накидной гайкой и врезающимся кольцом.
1.6 Маркировка
1.6.1 Маркировка фитингов производится на наружной поверхности и включает: наименование или товарный знак предприятия-изготовителя и типоразмер соединяемой трубы.
Допускается дополнительная маркировка класса стойкости к обесцинкиванию в соответствии с п. 1.3.1.
1.6.2 Каждую единицу упакованной продукции снабжают ярлыком с нанесением на упаковку транспортной маркировки по ГОСТ 14192-96, содержащей информацию:
- наименование предприятия-изготовителя;
- условное обозначение изделия;
- номер партии и дату изготовления;
- количество изделий в упаковке.
1.7 Упаковка
1.7.1 Фитинги упаковывают в пакеты из полиэтиленовой пленки по ГОСТ 12302-83 и ящики из гофрированного картона по ГОСТ 9142-90 или в другой материал, обеспечивающий сохранность изделий.
2. Требования безопасности и охраны окружающей среды
2.1 Безопасность технологического процесса при производстве должна соответствовать ГОСТ 12.3.025-80. Предельно допустимые концентрации веществ в воздухе рабочей зоны производственных помещений и класс опасности по ГОСТ 12.1.005-88.
2.2 С целью предотвращения загрязнений атмосферы в процессе производства необходимо выполнять требования ГОСТ 17.2.3.02-78.
3 Правила приемки
3.1 Приемку фитингов службой качества предприятия-изготовителя осуществляют партиями.
Партией считают количество фитингов одного типоразмера изготовленных из полуфабрикатов одного химического состава и прошедших термическую обработку. сдаваемых одновременно и сопровождаемых одним документом о качестве. Размер партии - не более 5000 шт.
Документ о качестве должен включать:
- наименование и (или) товарный знак предприятия-изготовителя;
- местонахождение (юридический адрес) предприятия-изготовителя;
- номер партии и дату изготовления:
- условное обозначение изделий:
- размер партии (в штуках);
- марку материала;
- результаты испытаний или подтверждение соответствия изделий требованиям настоящего ТУ.
3.2 Для проверки соответствия фитингов требованиям настоящих ТУ проводится приемо-сдаточные и периодические испытания в объеме указанном в табл.2.
Контролируемый параметр |
Периодичность контроля, на менее |
Номер пункта настоящих ТУ |
Количества образцов, шт. |
|
|
Технических требований |
Методов контроля |
|||
|
1 .Внешний вид, маркировка |
Каждая партия |
5 |
||
|
2. Размеры |
Тоже |
5 |
||
|
3. Герметичность при внутреннем давлении |
« |
3 |
||
|
4. Химический состав |
Один раз в 6 мес. |
3 |
||
|
5. Стойкость к обесцинкиванию |
то же |
3 |
||
|
6. Наличие остаточных напряжений |
Один раз в 12 мес. |
3 |
||
3.3 Отбор образцов фитингов для приемо-сдаточных испытаний осуществляют равномерно в процессе производства. В случае разногласий отбор образцов от партии проводят методом случайной выборки.
Если при приемо-сдаточных испытаниях хотя бы один образец не будет соответствовать требованиям настоящих ТУ, то производят повторную проверку по этому показателю на удвоенном количестве образцов, отобранных из той же партии. В случае неудовлетворительных результатов повторной проверки партия изделий приемке не подлежит.
3.4 При получении неудовлетворительных результатов периодических испытаний дальнейший выпуск фитингов прекращается до выяснении причин, приведших к браку.
3.5 Перед началом производства фитингов из новых марок материалов или при изменении технологических режимов необходимо проводить испытания по показателям п.п. 4, 5, 6, табл.2.
3.6 В случае внесения изменении к в конструкцию фитингов или расширения сортамента необходимо проводить типовые испытания соединении труб из сшитого полиэтилена в соответствии с п. 5.1.24 ГОСТ Р 52134-2003.
4 Методы контроля
4.1 Внешний вид фитингов проверяют визуально без применения увеличительных приборов.
4.2 Соответствие материала фитингов контролируют по паспорту качества на полуфабрикаты или проводят анализ химического состава по ГОСТ 1652.1-77 - ГОСТ 1652.13-77 или ГОСТ 9716.1-79 - ГОСТ 9716.3-79.
4.3 Контроль размеров фитингов для присоединения труб из сшитого полиэтилена (размеры d1, d2, d3, d4, d5, d7 , d8, I1, I2, h1, h2, h3, S и соответствии с рис 1: размеры d2, d3, d4, d5, d6, d7 , d9, I, I2 в соответствии с рис.2) осуществляются с помощью микрометра по ГОСТ 6507-90 и штангенциркуля по ГОСТ 166-89.
4.4 Контроль присоединительной трубной цилиндрической и конической резьбы проводится калибрами по ГОСТ 1623-89.
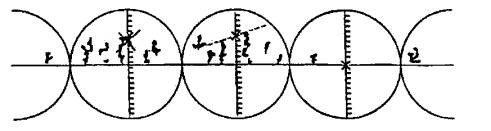
4.5 Максимальная глубина обесцинкования определяется по ГОСТ 28057-89.
Средней глубиной обесцинкования является частное от деления суммы глубин обесцинкования в каждом из исследованных смежных полей зрения микроскопа по всей длине шлифа на количество этих полей. Глубина обесцинкования в каждом из смежных полей зрения микроскопа определяется в соответствии с рис.3 и отмечена знаком Х на измерительной шкале.
4.6 Герметичность фитингов контролируют по ГОСТ 25136-82 гидростатическим или пузырьковым методом.
4.7 Методы испытании соединении труб из сшитого полиэтилена с помощью фитингов должны соответствовать ГОСТ Р 52134-2003.
4.8 Наличие остаточных напряжений в фитингах контролируют аммиачным способом. Для приготовления непитательного раствора (107±0,1) г аммонии хлористого по ГОСТ 3773-72 помещают в мерный стакан вместимостью 1 дм3, растворяют в дистиллированной воде по ГОСТ 6709-72 и доводят объем до 500 см3. Устанавливают рН раствора 9,5 ед., добавляя (30÷50)%-ный раствор гидроокиси натрия по ГОСТ 4328-77, и доводят объем испытательного раствора водой до 1дм3. Значение рН испытательного раствора контролируется перед началом испытаний с помощью рН-метра и должно составлять (9,5±0,05) ед.
Образец фитинга обезжиривают техническим спиртом по ГОСТ 18300-87 и помешают в эксикатор, таким образом, чтобы пары аммиака имели доступ ко всем поверхностям образца и выдерживают 24 ч при температуре (20±30)º С. Объем испытательного раствора должен составлять не менее 200 см3 на 1 дм.3 объема сосуда не менее 100 см3 на 1 дм.3 поверхности образца. После выдержки образец очищают от продуктов коррозии в 5%-ном растворе серной кислоты по ГОСТ 4204-77, промывают сначала в холодной, затем в горячей проточной воде и высушивают. На образце не должно быть трещин при осмотре с увеличением от 10× до 15×.
5 Транспортирование и хранение
5.1 Фитинги транспортируют любым видом транспорта в соответствии с правилами перевозки грузов и техническими условиями погрузки и крепления грузов, действующими на данном виде транспорта.
5.2 Фитинги следует хранить к крытых складских помещениях в условиях, исключающих вероятность их механических повреждений. Фитинги должны быть защищены от воздействия атмосферных осадков и активных химических реагентов.
6 Указания по монтажу
6.1 Монтаж трубопроводов систем холодного и горячего водоснабжения и отопления должен осуществятся в соответствии с требованиями СНиП 2.04.01-85, СниП 3.05.01-85, СНиП 41-01-2003 и других документов, утвержденных в установленном порядке.
7 Гарантии изготовителя.
7.1 Изготовитель гарантирует соответствие фитингов требованиям настоящего ТУ при соблюдении правил транспортировки и хранения, установленных в данном ТУ.
7.2 Гарантийный срок хранения - 3 года со дня изготовления фитингов,
7.3 Гарантийный срок эксплуатации фитингов - 2 года со дня ввода в эксплуатацию трубопроводов при условии соблюдении правил монтажа и эксплуатации.
Соединение компрессорного типа с врезающимся кольцом.
|
Номинальный наружный диаметр трубы |
Номинальная толщина стенки трубы |
М |
d1 |
d2 |
d3 |
d4 |
l1 |
l2 |
|
|
16 |
2,0 |
G ½” |
16,3+0,1 |
11,8+0,1 |
11,2+0,1–0,05 |
9,5 |
10,5 |
5 |
|
|
2,2 |
11,4+0,1 |
10,8+0,1-0,05 |
9 |
|
|||||
|
20 |
2.0 |
26×1,5 |
20,3+0,2 |
15,8+0,2 |
15,2±0,1 |
13 |
10,5 |
5 |
|
|
2,8 |
14,2+0,2 |
13,6±0,1 |
11 |
|
|||||
|
25 |
2,3 |
33×1,5 |
25,3+0,2 |
20,2+0,2 |
19,4±0,1 |
17 |
12,5 |
6 |
|
|
3,5 |
17,8+0,2 |
17,0±0,1 |
14 |
|
|||||
|
32 |
3,0 |
42×1,5 |
32,3+0,2 |
26,0-0,25 |
24,6±0,1 |
21 |
14,5 |
7 |
|
|
4,4 |
23,2-0,25 |
21,8±0,1 |
18 |
|
|||||
|
40 |
3,7 |
48×1,5 |
40,4+0,3 |
33,0-0,3 |
31,4±0,2 |
27 |
25 |
17 |
|
|
5,5 |
29,5-0,3 |
27,9±0,2 |
24 |
|
|||||
|
50 |
4,6 |
58×1,5 |
50,5+0,3 |
41,1-0,3 |
39,1±0,2 |
34 |
28 |
20 |
|
|
6,9 |
36,5-0,3 |
34,5±0,2 |
30,5 |
|
|||||
|
63 |
5,8 |
74×1,5 |
63,6+0,3 |
51,8-0,4 |
49,4±0,2 |
46 |
34 |
26 |
|
|
8,6 |
46,2-0,4 |
43,8±0,2 |
38 |
|
|
Номинальный наружный диаметр трубы |
d5 |
d6 |
d7 |
h1 |
t |
d8 |
S |
h2 |
h3 |
|
16 |
18,5-0,1 |
16,8+0,1 |
16,3+0,15 |
8,5±0,1 |
2 |
16,3+0,15 |
24 |
9,5 |
15,0+0,3 |
|
20 |
24,0-0,1 |
20,9+0,1 |
20,3+0,15 |
10,0±0,1 |
3,5 |
20,3+0,15 |
30 |
10 |
17,0+0,3 |
|
25 |
29,0-0,2 |
26,0+0,15 |
25,3+0,15 |
11,0±0,1 |
5 |
25,3+0,15 |
37 |
10 |
19,0+0,3 |
|
32 |
38,0-0,2 |
33,0+0,2 |
32,3+0,2 |
13,0±0,1 |
6 |
32,3+0,2 |
48 |
10,5 |
21,0-0,3 |
|
40 |
45,0-0,2 |
41,8+0,2 |
40,4+0,3 |
±0,1 |
9 |
40,4+0,3 |
54 |
11 |
24,0-0,3 |
|
50 |
56,0-0,2 |
52,5+0,2 |
50,5+0,3 |
14,5±0,1 |
12 |
50,5+0,3 |
66 |
17 |
30,0-0,3 |
|
63 |
70,0-0,2 |
66,1+0,2 |
63,6+0,3 |
20,0±0,1 |
14 |
63,6+0,3 |
82 |
20 |
34,0-0,3 |
Рис.1
Соединение прессового типа с натяжной гильзой
|
Типоразмер трубы |
d1 |
d2 |
d3 |
d4 |
d5 |
d6 |
l |
t |
|
16×2,2 |
18,9 |
13,7 |
8,9 |
11,8+0,10-0,05 |
12,4+0,10-0,05 |
12,8+0,10-0,05 |
15,5 |
3 |
|
20×2,8 |
22,8 |
16,9 |
11,4 |
14,75+0,10-0,05 |
15,5+0,10-0,05 |
16,0+0,10-0,05 |
19 |
3,4 |
|
25×3,5 |
28,3 |
21,8 |
15 |
18,6+0,15-0,05 |
19,6+0,15-0,05 |
20,1+0,15-0,05 |
23,1 |
3,9 |
|
32×4,4 |
35,3 |
27,7 |
19,9 |
23,85+0,15-0,05 |
25,0+0,15-0,05 |
25,75+0,15-0,05 |
29,4 |
4,4 |
|
40×5,5 |
48,5 |
39,7 |
24,7 |
29,8+0,20-0,10 |
31,7+0,20-0,10 |
32,5+0,20-0,10 |
37 |
6,8 |
|
50×6,9 |
60 |
52 |
30,2 |
36,2+0,20-0,10 |
37,8+0,20-0,10 |
38,7+0,20-0,10 |
44 |
7 |
|
63×8,6 |
73,0 |
64 |
39,2 |
46,2+0,20-0,10 |
48,3+0,20-0,10 |
49,4+0,20-0,10 |
53 |
8 |
|
Типоразмер трубы |
d7 |
d8 |
d9 |
l1 |
l2 |
R |
|
16×2,2 |
20,5 |
17,8±0,1 |
16,35+0,1 |
17,2 |
4,5 |
0,3 |
|
20×2,8 |
24,5 |
22,0±0,1 |
20,45+0,1 |
20,7 |
4,5 |
0,3 |
|
25×3,5 |
30 |
27,0±0,1 |
25,55+0,15 |
26 |
4,5 |
0,3 |
|
32×4,4 |
37,5 |
34,5±0,1 |
32,6+0,15 |
32 |
6 |
0,3 |
|
40×5,5 |
49 |
43,5±0,2 |
41,0+0,2 |
37 |
9 |
0,5 |
|
50×6,9 |
61 |
52,7±0,2 |
50,2+0,2 |
44 |
12 |
1,0 |
|
63×8,6 |
74,5 |
60,3±0,2 |
63,4+0,2 |
53 |
12 |
1,0 |
Рис.2
Приложение А
(Справочное)
Номенклатура и типоразмер фитингов компрессионного типа с врезающимся кольцом
для труб из сшитого полиэтилена SDR11
Таблица А.1
|
Наименование фитинга |
Типоразмер |
|
Муфта с наружной резьбой |
16×1/2; 16×3/4; 20×1/2; 20×3/4; 25×3/4; 25×3/4; 25×1; 32×3/4; 32×1; 40×1¼; 50×1½; 63×2 |
|
Муфта с внутренней резьбой |
16×1/2; 16×3/4; 20×1/2; 20×3/4; 25×3/4; 25×1; 32×3/4; 32×1 |
|
Муфта |
16; 20;25; 32 |
|
Муфта переходная |
20×16; 25×16; 25×20; 32×25 |
|
Угольник |
16; 20;25; 32 |
|
Угольник с наружной резьбой |
16×1/2; 16×3/4; 20×1/2; 20×3/4; 25×3/4; 25×1; 32×3/4; 32×1 |
|
Угольник с внутренней резьбой |
16×1/2; 16×3/4; 20×1/2; 20×3/4; 25×3/4; 25×1; 32×3/4; 32×1 |
|
Угольник с креплением |
16×1/2; 20×1/2 |
|
Тройник |
16; 20; 25; 32 |
|
Тройник с наружной резьбой |
16×1/2; 16×3/4; 20×1/2; 20×3/4; 25×3/4; 25×1; 32×3/4; 32×1 |
|
Тройник с внутренней резьбой |
16×1/2; 16×3/4; 20×1/2; 20×3/4; 25×3/4; 25×1; 32×3/4; 32×1 |
|
Тройник переходной |
16×20×16; 20×16×16; 20×16×20; 20×20×16; 20×25×20; 25×16×20; 25×16×25; 25×20×16; 25×20×20; 25×20×25; 25×25×16; 25×25×20; 32×25×25; 32×25×32 |
|
Коллектор |
16×3/4; 16×1 (два, три или четыре отвода) |
|
Гайка накидная |
16; 20; 25; 32 |
|
Кольцо врезающееся |
16; 20; 25; 32 |
Номенклатура и типоразмере фитингов компрессионного типа с врезающимся кольцом для труб из сшитого полиэтилена SDR7,4
Таблица А.2
|
Наименование фитинга |
Типоразмер |
|
Муфта с наружной резьбой |
16×1/2; 16×3/4; 20×1/2; 20×3/4; 25×3/4; 25×1; 32×3/4; 32×1 |
|
Муфта с внутренней резьбой |
16×1/2; 16×3/4; 20×1/2; 20×3/4; 25×3/4; 25×1; 32×3/4; 32×1 |
|
Муфта |
16; 20; 25; 32 |
|
Угольник |
16; 20; 25; 32 |
|
Угольник с наружной резьбой |
16×1/2; 16×3/4; 20×1/2; 20×3/4; 25×3/4; 25×1; 32×3/4; 32×1 |
|
Угольник с внутренней резьбой |
16×1/2; 16×3/4; 20×1/2; 20×3/4; 25×3/4; 25×1; 32×3/4; 32×1 |
|
Угольник с креплением |
16×1/2; 20×1/2 |
|
Тройник |
16; 20;25;32 |
|
Тройник с наружной резьбой |
16×1/2; 16×3/4; 20×1/2; 20×3/4; 25×3/4; 25×1; 32×3/4; 32×1 |
|
Тройник с внутренней резьбой |
16×1/2; 16×3/4; 20×1/2; 20×3/4; 25×3/4; 25×1; 32×3/4; 32×1 |
|
Коллектор |
16×3/4; 16×1 (два, три или четыре отвода) |
|
Гайка накидная |
16; 20; 25; 32 |
|
Кольцо врезающееся |
16; 20; 25; 32 |
Номенклатура и типоразмер фитингов прессового типа для труб из сшитого полиэтилена SDR11
Таблица А.3
|
Наименование фитинга |
Типоразмер |
|
Муфта с наружной резьбой |
16×1/2; 16×3/4; 20×1/2; 20×3/4; 25×3/4; 25×1; 32×1 |
|
Муфта с внутренней резьбой |
16×1/2; 16×3/4; 16×М22; 20×1/2; 20×3/4; 25×3/4; 25×1; 32×1 |
|
Муфта |
16; 20; 25; 32 |
|
Муфта переходная |
20×16; 25×16; 25×20; 32×25 |
|
Угольник |
16; 20; 25; 32 |
|
Угольник с наружной резьбой |
16×1/2; 20×3/4; 25×1; 32×1 |
|
Угольник с внутренней резьбой |
16×1/2; 20×1/2; 20×3/4; 25×3/4; 32×3/4; 32×1 |
|
Угольник с креплением |
16×1/2; 20×1/2; 20×3/4; 25×3/4 |
|
Угольник с накидной гайкой |
16×1/2; 25×1; 32×1 |
|
Тройник |
16; 20; 25; 32 |
|
Тройник с внутренней резьбой |
16×1/2; 20×1/2; 20×3/4; 25×3/4; 25×1; 32×3/4; 32×1 |
|
Тройник переходной |
16×20×16; 16×25×16; 20×16×16; 20×16×20; 20×20×16; 20×25×20; 25×16×16; 25×16×20; 25×16×25; 25×20×16; 25×20×20; 25×20×25; 25×25×20; 25×32×25; 32×16×32; 32×20×32; 32×25×25; 32×25×32 |
|
Муфта переходная для медной трубы |
16×15; 20×15 |
|
Тройник переходной для медной трубы |
16×15×16; 20×15×20; 25×15×25; 32×15×32 |
|
Гильза обжимная |
16; 20; 25; 32 |
Приложение Б
(Справочное)
Нормативные ссылки
|
Штангенциркули. Технические условии |
|
|
ГОСТ 1623-84 |
Калибры для дюймовой резьбы с углом профиля 55º. Допуски |
|
ГОСТ 1652.1-77 - ГОСТ 1652.13-77 |
|
|
ГОСТ 2060-90 |
Прутки латунные. Технические условия |
|
ГОСТ 3773-72 |
Аммоний хлористый. Технические условия |
|
ГОСТ 4204-77 |
Кислота серная. Технические условия |
|
ГОСТ 4328-77 |
Натрия гидроокись. Технические условия |
|
ГОСТ 6211-81 |
Основные нормы взаимозаменяемости. Резьба трубная коническая |
|
Микрометры. Технические условия |
|
|
Вода дистиллированная. Технические условия |
|
|
ГОСТ 6357-81 |
Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая |
|
ГОСТ 6424-73 |
Зев (отверстие) конец ключа и размер «под ключ» |
|
ГОСТ 9142-90 |
Ящики из гофрированного картона. Общие технические условия |
|
Основные нормы взаимозаменяемости. Резьба метрическая. Профиль |
|
|
ГОСТ 9716.1-79 - ГОСТ 9716.3-79 |
|
|
Выход резьбы. Сбеги, недорезы, проточки и фаски. |
|
|
ГОСТ 12302-83 |
Пакеты из полимерных и комбинированных материалов. Общие технические условия |
|
Маркировка грузов |
|
|
ГОСТ 15527-2004 |
Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки |
|
Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором |
|
|
ГОСТ 17711-93 |
Сплавы медно-цинковые (латуни) литейные. Марки |
|
ГОСТ 18300-87 |
Спирт этиловый ректификованный технический. Технические условия |
|
Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования |
|
|
ГОСТ 24705-81 |
Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры |
|
Соединение трубопроводов. Методы испытаний на герметичность |
|
|
ГОСТ 26338-84 |
Соединение трубопроводов резьбовые Допуски формы и расположения поверхностей |
|
ГОСТ 28057-89 (ИСО 6509-81) |
Сплавы медно-цинковые. Метод определения стойкости к обесцинкованию. |
|
Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия |
|
|
ССБТ Общие санитарно-гигиенические требования к воздуху рабочей зоны. |
|
|
ГОСТ 12.3.025-80 |
ССБТ. Обработка металлов резанием. Требования безопасности |
|
Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями. |
|
|
Внутренний водопровод и канализация зданий |
|
|
Внутренние санитарно-технические системы |
|
|
Пожарная безопасность зданий и сооружении |
|
|
Отопление, вентиляция и кондиционирование |
|
|
ТУ 2248-039-00284581-99 |
Трубы напорные из сшитого полиэтилена для систем холодного, горячего водоснабжения и отопления |
|
EN 1982 |
Медь и медные сплавы - Болванки и отливки |
|
EN 12164:1998 |
Медь и медные сплавы - Пруток для свободной механообработки |