ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
|
|
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ |
ГОСТ
Р |

ПРОКАТ АРМАТУРНЫЙ СВАРИВАЕМЫЙ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ КЛАССОВ А500С И В500С ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
![]()
Москва
Стандартинформ
2006
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 375 «Металлопродукция из черных металлов и сплавов», филиалом ФГУП НИЦ «Строительство - НИИЖБ», ФГУП «ЦНИИчермет им. И.П. Бардина»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 375 «Металлопродукция из черных металлов и сплавов»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 17 мая 2006 г. № 97-ст
4 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
Содержание
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
|
ПРОКАТ АРМАТУРНЫЙ СВАРИВАЕМЫЙ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ КЛАССОВ А500С И В500С ДЛЯ АРМИРОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ Технические условия Weldable deformed reinforcing rolled products of A500C and B500C classes for reinforcement of concrete constructions Specifications |
Дата введения - 2007-01-01
1. Область применения
Настоящий стандарт распространяется на свариваемый арматурный прокат периодического профиля классов А500С и В500С, предназначенный для армирования железобетонных конструкций.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 10922-90 Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия
ГОСТ 12004-81 Сталь арматурная. Методы испытаний на растяжение
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 14019-2003 (ИСО 7438:1985) Материалы металлические. Метод испытания на изгиб
ГОСТ 14098-91 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры
ГОСТ 21014-88 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.5-87 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
ГОСТ 22536.12-88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия
ГОСТ 27809-95 Чугун и сталь. Методы спектрографического анализа
ГОСТ 28473-90 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие требования к методам химического анализа
ГОСТ 29273-92 (ИСО 581-80) Свариваемость. Определение
ОСТ 14-1-34-90 Статистический приемочный контроль металлопродукции по корреляционной связи между параметрами.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 арматурный прокат периодического профиля: Стержни, с равномерно расположенными на их поверхности под углом к их продольной оси поперечными ребрами для улучшения сцепления с бетоном.
3.2 арматурный прокат номинального диаметра dн, мм: Арматурный прокат, фактический диаметр которого d с учетом допускаемых отклонений соответствует диаметру из сортамента по таблице 1.
3.3 фактический диаметр арматурного проката d, мм: Диаметр равновеликого по площади круглого гладкого стержня длиной 1 м с той же массой, что и прокат периодического профиля, определяемый по формуле
![]() , (1)
, (1)
где m - масса проката периодического профиля,
l - длина проката периодического профиля, мм.
3.4 номинальная площадь поперечного сечения ![]()
![]() , мм2: Площадь поперечного
сечения проката, равная площади поперечного сечения круглого гладкого стержня
того же номинального диаметра.
, мм2: Площадь поперечного
сечения проката, равная площади поперечного сечения круглого гладкого стержня
того же номинального диаметра.
3.5 элементы периодического профиля арматурного проката (см. приложение А):
3.5.1 продольное ребро: Непрерывный продольный выступ, образующийся вдоль оси арматурного проката при его прокатке.
3.5.2 поперечное ребро: Ребро, расположенное под углом к продольной оси проката.
3.6 геометрические параметры периодического профиля арматурного проката:
3.6.1 высота ребра h, мм: Расстояние от верхней точки поперечного ребра до поверхности тела проката, измеренное перпендикулярно к его оси.
3.6.2 шаг поперечного ребра t, мм: Расстояние между двумя соседними поперечными ребрами, измеренное вдоль оси проката.
3.6.3 суммарное расстояние между концами поперечных ребер ![]() , мм: Сумма расстояний между концами поперечных ребер, измеренных
в плоскости, перпендикулярной коси проката (например для профиля по рисунку
А.1
, мм: Сумма расстояний между концами поперечных ребер, измеренных
в плоскости, перпендикулярной коси проката (например для профиля по рисунку
А.1 ![]() )
)
3.6.4 угол наклона поперечного ребра ![]() : Угол между осью поперечного ребра и продольной осью
проката.
: Угол между осью поперечного ребра и продольной осью
проката.
3.6.5 угол наклона боковой поверхности поперечного ребра ![]() , градус: Угол наклона боковой поверхности поперечного
ребра к продольной оси проката.
, градус: Угол наклона боковой поверхности поперечного
ребра к продольной оси проката.
3.6.6 ширина поперечных ребер, b мм: Размер по верху трапециевидного поперечного сечения ребра в его сечении, перпендикулярном к оси ребра.
3.6.7 овальность, мм: Разность наибольшего и наименьшего размеров
поперечного сечения проката. Для периодического профиля по рисунку
А.1 - разность фактических размеров ![]() и
и ![]() .
.
3.6.8 относительная площадь смятия поперечных ребер периодического
профиля![]() : Площадь проекции поперечных ребер на плоскость,
перпендикулярную к оси проката, отнесенная к произведению длины окружности
номинального диаметра на фактический средний шаг этих ребер.
: Площадь проекции поперечных ребер на плоскость,
перпендикулярную к оси проката, отнесенная к произведению длины окружности
номинального диаметра на фактический средний шаг этих ребер.
4 Классификация и сортамент
4.1 Арматурный прокат подразделяют:
- по способу производства на классы:
А500С - горячекатаный без последующей обработки или термомеханически упрочненный в потоке прокатки,
В500С - механически упрочненный в холодном состоянии (холоднодеформированный);
- по виду продукции:
прутки,
мотки.
В обозначении класса:
А - горячекатаный или термомеханически упрочненный арматурный прокат;
В - холоднодеформированный арматурный прокат;
С - свариваемый;
500 - предел текучести не менее 500 Н/мм2.
4.2 Номинальные диаметр, площадь поперечного сечения и масса 1 м длины проката должны соответствовать значениям, приведенным в таблице 1.
Таблица 1
Номинальные диаметр, площадь поперечного сечения и масса 1 м длины проката
|
Номинальный диаметр |
Номинальная площадь
поперечного сечения |
Номинальная масса 1 м длины проката, кг |
|
4,0 |
12,6 |
0,099 |
|
5,0 |
19,6 |
0,154 |
|
6,0 |
28,3 |
0,222 |
|
8,0 |
50,3 |
0,395 |
|
10,0 |
78,5 |
0,616 |
|
12,0 |
113,1 |
0,888 |
|
14,0 |
153,9 |
1,208 |
|
16,0 |
201,1 |
1,578 |
|
18,0 |
254,5 |
1,998 |
|
20,0 |
314,2 |
2,466 |
|
22,0 |
380,1 |
2,984 |
|
25,0 |
490,9 |
3,853 |
|
28,0 |
615,8 |
4,834 |
|
32,0 |
804,2 |
6,313 |
|
36,0 |
1017,9 |
7,990 |
|
40,0 |
1256,6 |
9,865 |
|
Примечания 1 По требованию потребителя арматурный прокат изготовляют номинальным диаметром: 4,5; 5,5; 6,5; 7; 7,5; 8,5; 9; 9,5; 45; 50 мм. 2 Номинальную массу 1 м длины проката определяют, исходя из номинального диаметра при плотности стали, равной 7,85 г/см3. |
||
4.3 Периодический профиль арматурного проката должен состоять не менее чем из двух рядов поперечных ребер, имеющих серповидную форму и не соединяющихся с продольными ребрами. Допускается поставка арматурного проката без продольных ребер.
Значения параметров периодического профиля и его относительной площади
смятия ![]() должны
соответствовать требованиям, изложенным в таблице 2.
должны
соответствовать требованиям, изложенным в таблице 2.
Таблица 2
Параметры периодического профиля арматурного проката
|
Наименование параметра периодического профиля |
Значение для проката класса |
|
|
А500С |
В500С |
|
|
Номинальный диаметр, мм |
6 - 40 |
4 - 12 |
|
Допускаемое отклонение от номинальной площади поперечного сечения и массы 1 м длины профиля, %, для проката диаметром, мм: |
|
|
|
до 5,5 |
- |
± 45 |
|
от 5,5 » 8 включ. |
± 8 |
± 4,5 |
|
» 8,5 » 14 » |
± 5 |
± 4,5 |
|
» 16 » 40 » |
± 4 |
- |
|
Относительная площадь смятия поперечных ребер
профиля |
|
|
|
до 4 включ. |
0,036 |
|
|
от 4,5 » 6 включ.» |
0,039 |
|
|
» 6,5 » 8 » |
0,045 |
|
|
» 8,5 » 10 » |
0,052 |
|
|
» 10,5 » 40 » |
0,056 |
|
|
Высота поперечных ребер h, мм |
(0,065 - 0,1)dH |
(0,05 - 0,1) dH |
|
Шаг поперечных ребер t, мм |
(0,4 - 1,0) dH |
|
|
Относительный шаг поперечных ребер t/b, не менее |
- |
3 |
|
Угол наклона поперечных ребер β |
35° - 60° |
|
|
Угол наклона боковой поверхности ребра α, не более |
450 |
|
|
Суммарное расстояние между концами
поперечных ребер |
|
|
|
Овальность арматурного проката, мм, не более, для диаметра, мм: |
|
|
|
до 5,5 включ. |
- |
0,5 |
|
от 6 » 14 » |
1,2 |
1,0 |
|
» 16 » 25 » |
1,6 |
- |
|
» 28 » 40 » |
2,4 |
- |
Для горячекатаного и термомеханически упрочненного арматурного проката конфигурация периодического профиля - в соответствии с рисунком А.1 и таблицей А.1, а для холоднодеформированного проката - в соответствии с рисунком А.2 (см. приложение А) и общими требованиями к профилю по таблице 2.
По согласованию с потребителем допускается поставка арматурного проката с конфигурацией периодического профиля, отличающейся от требований приложения А, при условии соответствия свойств проката требованиям настоящего стандарта.
4.4 Арматурный прокат изготовляют номинальным диаметром:
до 6 мм - в мотках;
от 6 до 12 мм включительно - в мотках или прутках; 14 мм и свыше - в прутках.
4.5 Прутки изготовляют:
- мерной длины (МД) в пределах от 6 до 12 м, оговоренной потребителем в заказе;
- немерной длины (НД) в пределах от 6 до 12 м, определяемой изготовителем. В партии прутков немерной длины допускается наличие прутков длиной от 3 до 6 м в количестве не более 7 % массы партии.
Предельные отклонения по длине прутков мерной длины - плюс 100 мм.
4.6 Кривизна прутков не должна превышать 0,6 % измеряемой длины. Примеры условных обозначений:
Арматурный прокат в прутках, номинальным диаметром 12 мм, класса А500С, мерной длины (МД) 11700 мм:
Пруток
× 12![]() 11700 - А500С ГОСТ Р 52544-2006
11700 - А500С ГОСТ Р 52544-2006
Арматурный прокат в мотках номинальным диаметром 8 мм, класса В500С:
Моток 8-В500С ГОСТ Р 52544-2006
5 Технические требования
5.1 Свойства арматурного проката должны соответствовать нормам, изложенным в таблице 3.
Таблица 3
|
Наименование показателя (характеристики) |
Значение показателя (содержание характеристики) для класса |
|
|
А500С |
В500С |
|
|
Диаметр, мм |
6 - 40 |
4 - 12 |
|
Размеры периодического профиля проката |
4.3 настоящего стандарта |
|
|
Допускаемые отклонения от номинальных значений площади поперечного сечения и массы 1 м длины |
4.3 настоящего стандарта |
|
|
Минимальная относительная
площадь смятия поперечных ребер периодического профиля |
4.3 настоящего стандарта |
|
|
Предел текучести |
500 |
500 |
|
Временное сопротивление |
600 |
550 |
|
Относительное удлинение |
14,0 |
- |
|
Полное относительное
удлинение при максимальном напряжении |
- |
2,52) |
|
Отношение |
1,08 |
1,053) |
|
Статистическая обеспеченность механических свойств |
5.4 настоящего стандарта |
|
|
Свойства при изгибе |
5.5 настоящего стандарта |
|
|
Свойства при изгибе с последующим разгибом |
5.5 настоящего стандарта |
|
|
Выносливость арматурной
стали. Размах колебаний |
150 |
|
|
Химический состав |
5.6 настоящего стандарта |
|
|
Свариваемость |
5.7 настоящего стандарта |
|
|
1) В качестве предела
текучести принимают физический 2) Допускается вместо полного
относительного удлинения 3) Для арматурного проката
класса В500С диаметром 5,5 мм и менее допускается снижение |
||
5.2 Арматурный прокат класса А500С поставляют горячекатаным без последующей обработки или термомеханически упрочненным в потоке прокатки, класса В500С - в холоднодеформированном состоянии.
5.3 На поверхности арматурного проката не допускаются:
- трещины;
- закаты, плены и раковины, ухудшающие его характеристики. Классификация дефектов поверхности - по ГОСТ 21014.
5.4 Статистические показатели временного сопротивления
![]() и предела текучести
и предела текучести ![]() , указанные в таблице 3, в каждой партии должны быть
не менее 0,95.
, указанные в таблице 3, в каждой партии должны быть
не менее 0,95.
5.5 Арматурный прокат должен выдерживать одно из следующих испытаний:
- на однократный изгиб в холодном состоянии до угла 180° вокруг оправки
диаметром, равным ![]() ;
;
- на изгиб до угла не менее 90° с последующим разгибом на угол не менее 20°.
Диаметры оправки для испытаний на изгиб с последующим разгибом должны соответствовать указанным в таблице 4.
Таблица 4
Диаметры оправки для испытаний арматурного проката на изгиб с последующим разгибом
|
Номинальный диаметр
арматурного проката |
Диаметр оправки при изгибе |
|
До 12 включ. |
|
|
Св. 12 » 16 » |
|
|
» 16 » 25 » |
|
|
» 25 » 50 » |
|
5.6 Химический состав стали и значение углеродного эквивалента должны соответствовать указанным в таблице 5.
Таблица 5
Химический состав стали и значения углеродного эквивалента
|
Вид анализа |
Массовая доля элементов, %, не более |
Углеродный эквивалент |
||||||
|
углерода |
кремния |
марганца |
фосфора |
серы |
азота |
меди |
||
|
По ковшевой пробе |
0,22 |
0,90 |
1,60 |
0,050 |
0,050 |
0,012 |
0,50 |
0,50 |
|
Готового проката |
0,24 |
0,95 |
1,70 |
0,055 |
0,055 |
0,013 |
0,55 |
0,52 |
|
Примечания 1 Для стали, содержащей нитридообразующие элементы, массовую долю азота не ограничивают. 2 Для проката диаметром более 32 мм допускается увеличение в стали массовой доли углерода до 0,26 % и углеродного эквивалента Сэкв до 0,53 % (в готовом прокате - соответственно до 0,27 % и 0,57 %). |
||||||||
5.7 Свариваемость арматурного проката обеспечивают химическим составом стали и технологией его изготовления и контролируют в соответствии с приложением Б.
5.7.1 Для обеспечения требуемой прочности сварных соединений термомеханически упрочненного арматурного проката (в скобках - для готового проката) значения углеродного эквивалента Сэкв должны быть, %, не менее:
|
для проката номинальным диаметром, мм: |
|
|
до 10 включительно |
- 0,26 (0,28); |
|
от 12 » 18 » |
- 0,30 (0,32); |
|
» 20 » 28 » |
- 0,35 (0,37); |
|
» 32 » 40 » |
- 0,40 (0,42). |
5.8 Статистические показатели временного сопротивления ![]() и предела текучести
и предела текучести![]() арматурного проката должны соответствовать требованиям
таблицы 6. Методика определения статистических показателей проката приведена в приложении
В.
арматурного проката должны соответствовать требованиям
таблицы 6. Методика определения статистических показателей проката приведена в приложении
В.
Таблица 6
Статистические показатели механических свойств арматурного проката
|
Статистические показатели механических свойств: не более |
|||||||
|
Среднеквадратическое отклонение, Н/мм2 |
Коэффициент вариации |
||||||
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
70 |
70 |
40 |
40 |
0,08 |
0,07 |
0,05 |
0,04 |
|
Примечания 1 В настоящей таблице использованы обозначения:
2 Для
арматурного проката в мотках допускается увеличение значения норм по |
|||||||
5.9 По требованию потребителя выносливость проката должна соответствовать требованиям таблицы 3 с проверкой по методике приложения Г.
6 Правила приемки
6.1 Общие правила приемки - по ГОСТ 7566.
6.2 Приемосдаточный контроль у изготовителя
6.2.1 Арматурный прокат у изготовителя принимают партиями с контролем следующих характеристик:
- предела текучести;
- временного сопротивления;
- относительного удлинения;
- свойств при изгибе;
- площади поперечного сечения и массы 1 м длины;
- размеров периодического профиля и относительной площади смятия поперечных ребер периодического профиля;
- химического состава и углеродного эквивалента;
- качества поверхности;
- кривизны прутков.
6.2.2 Партия должна состоять из арматурного проката одного номинального диаметра, одного состояния поставки, одной плавки-ковша и должна быть оформлена одним документом о качестве.
Масса партии должна быть не более 70 т.
Допускается увеличивать массу партии проката класса А500С до массы плавки-ковша.
6.2.3 От каждой партии отбирают:
- для контроля химического состава - одну пробу;
- для контроля качества поверхности, геометрических размеров профиля и массы 1 м длины - 2 образца;
- для испытаний на растяжение - 2 образца;
- для испытаний на изгиб или изгиб с разгибом - 2 образца.
6.2.4 Каждый отдельный результат испытаний должен удовлетворять требованиям раздела 5.
6.2.5 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей повторные испытания проводятся на удвоенном количестве образцов. Результаты повторных испытаний являются окончательными.
6.3 Контроль выносливости и свариваемости арматурного проката проводят в соответствии с приложениями Г и Б.
6.4 Каждая партия арматурного оката должна сопровождаться документом о качестве, оформленным в соответствии с требованиями ГОСТ 7566.
В документе о качестве на арматурный прокат указывают:
- номинальный диаметр;
- класс арматурного проката и обозначение настоящего стандарта;
- массовую долю (плавочную) в стали химических элементов, приведенных в 5.6 (таблица 5) и 7.9;
- временное сопротивление ![]() ;
;
- предел текучести ![]() ;
;
- относительное удлинение ![]() или полное
относительное удлинение
или полное
относительное удлинение ![]() .
.
- результаты испытания на изгиб в холодном состоянии или изгиб с последующим разгибом.
По требованию потребителя в документе о качестве указывают
статистические показатели прочностных свойств - минимальные средние значения в
каждой партии предела текучести ![]() , временного сопротивления
, временного сопротивления ![]() и их
среднеквадратическое отклонение
и их
среднеквадратическое отклонение ![]() , данные по выносливости и свариваемости.
, данные по выносливости и свариваемости.
6.5 Входной контроль у потребителя
6.5.1 Каждую партию арматурного проката у потребителя подвергают входному контролю.
6.5.2 Для контроля качества поверхности, геометрических параметров и массы 1 м длины проката, а также испытаний на растяжение, изгиб или изгиб с разгибом отбирают по одному образцу.
6.5.3 Для арматурного проката, поставленного с указанием в документе о качестве статистических показателей механических свойств, испытания образцов на растяжение, изгиб или изгиб с разгибом допускается не проводить.
6.5.3.1 В случае разногласий в оценке качества продукции контроль механических свойств осуществляют в соответствии с приложением В.
7 Методы испытаний
7.1 Качество поверхности арматурного проката проверяют без применения увеличительных приборов.
7.2 Для испытаний на растяжение используют образцы арматурного проката в состоянии поставки или после правки.
Испытания на растяжение с определением ![]() ,
,![]() ,
,![]() ,
,![]() проводят по ГОСТ
12004.
проводят по ГОСТ
12004.
7.3 Определение статистических показателей изменчивости механических свойств арматурного проката в генеральной совокупности и в каждой партии проводят в соответствии с приложением В.
7.4 Испытания на изгиб в холодном состоянии проводят по ГОСТ 14019.
7.5 Испытания на изгиб с последующим разгибом проводят по ГОСТ 10884.
7.6 Испытания на выносливость проводят по методике, приведенной в приложении Г.
7.7 Геометрические параметры арматурного проката проверяют в соответствии с приложением Е.
7.8 Химический анализ стали проводят по ГОСТ 12354, ГОСТ 12359, ГОСТ 22536.0 - ГОСТ 22536.3, ГОСТ 28473, ГОСТ 22536.5, ГОСТ 22536.7 - ГОСТ 22536.9, ГОСТ 22536.12, ГОСТ 27809 или другими методами, обеспечивающими необходимую точность.
7.9 Углеродный эквивалент Сэкв, приведенный в таблице 5, рассчитывают по формуле:
![]() , (2)
, (2)
где С, Мп, Сг, Мо, V, Ni, Си - фактические массовые доли, соответственно, углерода, марганца, хрома, молибдена, ванадия, никеля и меди в стали, %.
8 Маркировка, упаковка, транспортирование и хранение
8.1 Маркировка, упаковка, транспортирование и хранение арматурного проката - по ГОСТ 7566 со следующими дополнениями.
8.2 Маркировка
8.2.1 Арматурный прокат должен иметь прокатную маркировку, включающую в себя товарный знак предприятия-изготовителя и обозначение класса проката А500С или В500С. Пример маркировки приведен на рисунке 1.

Рисунок
1 - Пример прокатной маркировки арматурного проката класса А500С
производства ОАО «Оскольский электрометаллургический комбинат»
8.2.2 Допускается поставка арматурного проката с маркировкой предприятия-изготовителя, которую наносят с использованием утолщенных поперечных ребер с одной стороны проката. Начало чтения маркировки обозначают двумя утолщенными ребрами, число следующих обычных поперечных ребер до утолщенного ребра обозначает номер предприятия-изготовителя (приложение Д). В случае двухзначного номера предприятия-изготовителя (рисунок 2) начальное число обычных ребер указывает число десятков, а затем, после следующего утолщенного ребра, - число единиц.

Рисунок 2 - Пример прокатной маркировки предприятия-изготовителя под номером 14
8.2.3 Допускаются другие виды прокатной маркировки, не снижающие эксплуатационные свойства проката и согласованные с потребителем.
8.3 Упаковка
8.3.1 Общие правила упаковки - по ГОСТ 7566 со следующими дополнениями.
8.3.2 Прутки упаковывают в связки массой от 1,5 до 15 т. По требованию потребителя масса связки может быть менее 1,5 т.
8.3.3 При поставке в мотках каждый моток должен состоять из одного отрезка арматурного проката. Допускается поставка мотков, состоящих из двух отрезков, в количестве не более 10 % массы партии. Масса мотка должна быть от 0,3 до 1,5 т. По согласованию изготовителя с потребителем для холоднодеформированного проката класса В500С допускается масса мотка от 0,03 до 0,3 т и от 1,5, 3,0 т.
Моток должен быть плотно обвязан. Количество и схему обвязок оговаривают в заказе или контракте.
8.3.4 Каждая связка и каждый моток арматурного проката должны иметь ярлык, на котором указывают:
- товарный знак и наименование предприятия-изготовителя;
- номинальный диаметр арматурного проката, мм;
- класс арматурного проката;
- обозначение настоящего стандарта;
- номер партии.
Приложение А
(обязательное)
Виды и размеры периодического профиля арматурного проката
А.1 Конфигурация, размеры и предельные отклонения от размеров периодического профиля арматурного проката, обеспечивающие выполнение требований таблицы 2 настоящего стандарта, и поставляемого в горячекатаном и термомеханически упрочненном состоянии, приведены на рисунке А.1 и в таблице А.1.
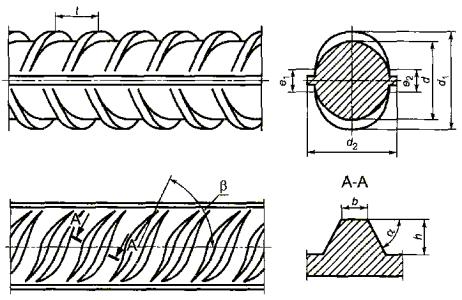
Рисунок А.1 - Периодический профиль горячекатаного и термомеханически упрочненного арматурного проката
В миллиметрах
|
Номинальный диаметр
арматурного проката |
Параметры периодического профиля |
|||||||||||
|
|
|
|
|
Пред. откл., % |
b |
|
|
|
||||
|
Ном. |
Пред. откл. |
Ном. |
Пред. откл. |
макс. |
мин. |
|||||||
|
6 |
5,8 |
+ 0,3 |
0,4 |
7,0 |
± 0,6 |
4 |
± 15 |
0,6 |
1,9 |
45º |
45º |
60º |
|
8 |
7,7 |
0,6 |
9,3 |
5 |
0,8 |
2,5 |
||||||
|
10 |
9,5 |
0,8 |
11,5 |
6 |
1,0 |
3,1 |
||||||
|
12 |
11,3 |
1,0 |
13,7 |
7 |
1,2 |
3,8 |
||||||
|
14 |
13,3 |
1,1 |
15,9 |
8 |
1,4 |
4,4 |
||||||
|
16 |
15,2 |
+ 0,3 |
1,2 |
18,0 |
± 0,8 |
9 |
± 15 |
1,6 |
5,0 |
45º |
45º |
60º |
|
18 |
17,1 |
1,3 |
20,1 |
10 |
1,8 |
5,6 |
||||||
|
20 |
19,1 |
1,4 |
22,3 |
11 |
2,0 |
6,3 |
||||||
|
22 |
21,1 |
+ 0,4 |
1,5 |
24,5 |
12 |
2,2 |
6,9 |
|||||
|
25 |
24,1 |
1,7 |
27,7 |
13 |
2,5 |
7,9 |
||||||
|
28 |
27,0 |
+ 0,4 |
1,9 |
31,0 |
± 1,2 |
15 |
± 15 |
2,8 |
8,8 |
45º |
60º |
35º |
|
32 |
30,7 |
2,2 |
35,1 |
16 |
3,2 |
10,0 |
||||||
|
36 |
34,5 |
2,4 |
39,5 |
18 |
3,6 |
11,3 |
||||||
|
40 |
38,4 |
2,7 |
43,8 |
20 |
4,0 |
12,5 |
||||||
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяют.
А.2 Конфигурация периодического профиля
арматурного проката, поставляемого в холоднодеформированном состоянии,
приведена на рисунках А.2 и А.3. Относительная площадь смятия ![]() , размеры периодического профиля и предельные отклонения
размеров приведены в таблице 2 настоящего стандарта.
, размеры периодического профиля и предельные отклонения
размеров приведены в таблице 2 настоящего стандарта.
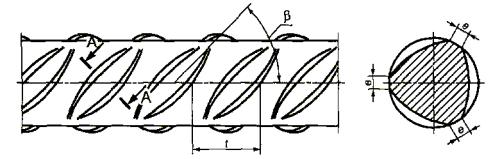
Рисунок А.2 - Трехсторонний серповидный периодический профиль холоднодеформираванного арматурного проката
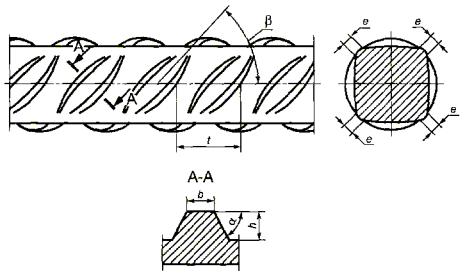
Рисунок А.3 - Четырехсторонний сегментный периодический профиль холоднодеформированного арматурного проката
А.3 Овальность арматурного проката периодического профиля по рисункам А.1 -А.3 - в соответствии с таблицей 2.
Приложение Б
(обязательное)
Методика испытаний арматурного проката на свариваемость
Б.1 Контроль свариваемости (пригодности к сварке) арматурного проката проводят путем испытания широко применяющихся в строительстве и в наибольшей степени влияющих на механические свойства сварных соединений в соответствии с таблицей Б.1.
Таблица Б.1
|
Способ сварки и тип соединения |
Номинальный диаметр
арматурного проката (номер профиля) |
Количество образцов для испытаний на |
|||
|
растяжение |
срез |
отрыв |
изгиб |
||
|
Ручная дуговая сварка протяженными швами внахлестку |
10 - 25 |
6 |
- |
- |
- |
|
Ванно-шовная сварка на стальной скобе - накладке |
20 - 40 |
6 |
- |
- |
- |
|
Ручная дуговая сварка прихватками крестообразных соединений |
10 - 40 |
6 |
- |
- |
3 |
|
Контактная точечная сварка |
6 - 40 |
6 |
3 |
- |
3 |
|
Контактная стыковая сварка |
10 - 40 |
6 |
- |
- |
- |
|
Дуговая сварка под флюсом тавровых соединений |
8 - 22 |
- |
- |
6 |
3 |
Б.2 Для изготовления образцов сварных соединений используют арматурный прокат, отвечающий следующим требованиям:
- для термомеханически упрочненного и холоднодеформированного проката - с наименьшим значением углеродного эквивалента Сэкв за годовой период производства стали, предшествующий проведению испытаний;
- для горячекатаного проката - с
наибольшим значением временного сопротивления ![]() , за годовой период производства, предшествующий проведению
испытаний.
, за годовой период производства, предшествующий проведению
испытаний.
Б.3 Испытаниям на свариваемость подвергают арматурный прокат минимального, среднего и максимального диаметров из набора диаметров (сортамента), производимого предприятием - изготовителем арматурного проката. Арматурный прокат каждого диаметра отбирают для испытаний от трех случайно выбранных плавок, удовлетворяющих требованиям Б.2.
Б.4 Изготовление образцов сварных соединений
Б.4.1 Конструкции и размеры
соединений для горячекатаного проката принимают такими же, как для арматуры
класса А-III (А400) по ГОСТ
14098 термомеханически упрочненного проката конструкции и размеры
соединений принимают такими же, как для арматуры А-III (А400) поГОСТ
14098 за исключением длины скобы-накладки при ванно-шовной сварке (по типу
С15-Рс по ГОСТ
14098), которая должна быть не менее ![]() , где
, где ![]() - зазор между
свариваемыми стержнями.
- зазор между
свариваемыми стержнями.
Б.4.2 Применяемые для изготовления сварных образцов из горячекатаного проката оборудование, сварочные материалы, параметры режимов сварки и особенности технологии сварки должны быть такими же, как при сварке арматуры класса А-III (А400) в соответствии с требованиями [1]. При сварке образцов из термомеханически упрочненной и холоднодеформированной стали технологические параметры также принимаются как для сварки арматуры класса А-III по [1], но со следующими изменениями:
- ручная дуговая сварка протяженными швами внахлестку (по типу С23-Рэ по ГОСТ 14098) осуществляется наложением швов «от краев в середину», при этом каждый последующий шов накладывается после полного остывания предыдущего;
- при ванно-шовной сварке на стальной скобе - накладке (по типу С15-Рс по ГОСТ 14098) фланговые швы, соединяющие скобу - накладку со стержнями, должны накладываться «от краев в середину» в шахматном порядке после полного остывания основного («ванного») шва;
- контактная стыковая сварка (по типу С1-Ко по ГОСТ 14098) должна осуществляться способом непрерывного оплавления без предварительного подогрева. Предварительный подогрев допускается только при сварке соединений стержней диаметром 32 мм и более.
Б.4.3 Конструкции и размеры образцов для испытаний в зависимости от типа соединения, способы испытаний и диаметры арматурного проката принимают по ГОСТ 10922 такими же, как для арматуры класса А-III (А400).
Б.5 Порядок проведения испытаний и оценка их результатов
Б.5.1 Испытания сварных образцов на растяжение, срез и отрыв проводят по методикам и с применением приспособлений, предусмотренных ГОСТ 12004 и ГОСТ 10922 для арматуры класса А-III (А400).
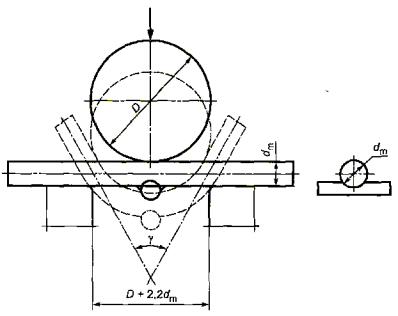
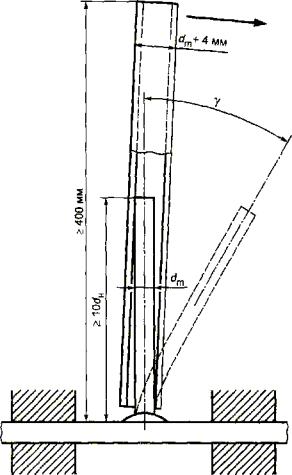
Б.5.2
Испытания образцов крестообразных соединений на изгиб осуществляют вокруг
оправки диаметром D,
равным ![]() - при диаметре
рабочего стержня до 12 мм включительно или
- при диаметре
рабочего стержня до 12 мм включительно или ![]() - при диаметре
рабочего стержня более 12 мм. Поперечный стержень (меньшего диаметра) при
испытаниях на изгиб должен располагаться в зоне максимального изгибающего
момента (рисунок Б.1).
Испытания на изгиб образцов тавровых соединений стержней с пластинами
осуществляют вручную с помощью трубы, надеваемой на приваренный отрезок
арматурного стержня (рисунок Б.2).
- при диаметре
рабочего стержня более 12 мм. Поперечный стержень (меньшего диаметра) при
испытаниях на изгиб должен располагаться в зоне максимального изгибающего
момента (рисунок Б.1).
Испытания на изгиб образцов тавровых соединений стержней с пластинами
осуществляют вручную с помощью трубы, надеваемой на приваренный отрезок
арматурного стержня (рисунок Б.2).
Б.5.3 Результаты испытаний на растяжение образцов стыковых соединений считают удовлетворительными, если разрушение происходит вне места сварки или при разрушении в области сварного соединения при временном сопротивлении не менее 600 Н/мм2 для горячекатаного и термомеханически упрочненного проката и 550 Н/мм2 для холоднодеформированного. Разрушение в зоне сварного соединения должно быть пластичным, т.е. характеризоваться заметным сужением (типа «шейки»). Хрупкие разрушения (т.е. под углом 90° к оси стержня и без видимого сужения) не допускаются.
Б.5.4 Результаты испытаний на изгиб соединений по Б.5.2 считают удовлетворительными, если до угла изгиба 60° образец не разрушился, и не возникли видимые трещины. Отслоение поперечного стержня при испытаниях крестообразных соединений, выполненных контактной точечной и ручной дуговой сваркой, браковочным признаком не является.
Б.5.5 Результаты испытаний на
срез крестообразных соединений считают удовлетворительными, если усилие среза
составляет не менее ![]() , где
, где ![]() Н/мм2,
Н/мм2, ![]() - номинальная площадь
поперечного сечения более тонкого стержня в соединении, по оси которого
прилагается нагрузка при испытаниях.
- номинальная площадь
поперечного сечения более тонкого стержня в соединении, по оси которого
прилагается нагрузка при испытаниях.
Б.5.6 Результаты испытания на отрыв тавровых соединений считают удовлетворительными, если полученные значения временного сопротивления для каждого испытанного образца составляют не менее 500 Н/мм2. При этом допускается разрушение испытываемых соединений как по арматуре на участке, расположенном в зоне термического влияния сварки, так и по зоне сплавления арматурного стержня с пластиной.
Б.5.7 Арматурный прокат считают свариваемым, если результаты испытаний всех испытанных образцов признаны удовлетворительными в соответствии с Б.5.3 - Б.5.6.
![]() - максимальный размер
поперечного сечения испытуемого арматурного проката
- максимальный размер
поперечного сечения испытуемого арматурного проката
Рисунок Б.1 - Схема испытаний на изгиб крестообразных сварных соединений
![]() - максимальный размер
поперечного сечения испытуемого арматурного проката
- максимальный размер
поперечного сечения испытуемого арматурного проката
Рисунок Б.2 - Схема испытаний на изгиб тавровых сварных соединений
Приложение В
(обязательное)
Требования к статистическим показателям прочностных
характеристик и методика их определения
В.1 Предприятие-изготовитель гарантирует
потребителю средние значения временного сопротивления ![]() и предела текучести
(физического
и предела текучести
(физического ![]() или условного
или условного ![]() ) в генеральной совокупности
) в генеральной совокупности ![]() ; и минимальные средние значения этих же показателей в каждой
партии (плавке)
; и минимальные средние значения этих же показателей в каждой
партии (плавке) ![]() значения
которых устанавливают из условий;
значения
которых устанавливают из условий;
![]() ;
;
![]() ; (B.2)
; (B.2)
![]() ,
,
где ![]() браковочные значения характеристик
браковочные значения характеристик ![]() и
и ![]() , установленные таблицей 3;
, установленные таблицей 3;
S -
среднеквадратическое отклонение фактических характеристик ![]() в генеральной
совокупности испытаний;
в генеральной
совокупности испытаний;
![]() - среднеквадратическое отклонение этих же характеристик в
партии.
- среднеквадратическое отклонение этих же характеристик в
партии.
В.2 Требуемые показатели качества арматурного проката обеспечивают соблюдением технологии производства арматурного проката при его массовом изготовлении и контролируют в соответствии с требованиями раздела 7 настоящего стандарта.
В.3 Значения ![]() и
и ![]() определяют на основании результатов испытаний и положений В.6-В.15
настоящего приложения.
определяют на основании результатов испытаний и положений В.6-В.15
настоящего приложения.
В.4 При необходимости проверки потребителем прочностных характеристик арматурного проката, а также в случаях разногласий в оценке качества арматурного проката от каждой партии проводят испытания шести образцов, взятых из разных мотков или прутков, и по результатам этих испытаний проверяют выполнение условий для соответствующих характеристик:
![]() ;
;
![]() , (В.2)
, (В.2)
где ![]() - минимальное
значение проверяемой характеристики по результатам испытания шести образцов;
- минимальное
значение проверяемой характеристики по результатам испытания шести образцов;
![]() - среднее значение проверяемой характеристики
по результатам испытания шести образцов;
- среднее значение проверяемой характеристики
по результатам испытания шести образцов;
Значения ![]() и
и ![]() - по данным документа
о качестве этой партии арматурного проката.
- по данным документа
о качестве этой партии арматурного проката.
В.5 Минимальные значения
относительных удлинений ![]() и
и ![]() должны быть не менее
приведенных в таблице 3 настоящего стандарта.
должны быть не менее
приведенных в таблице 3 настоящего стандарта.
В.6 Для определения статистических показателей прочностных характеристик арматурного проката (временного сопротивления и физического или условного предела текучести), установленных настоящим стандартом, используют результаты приемосдаточных испытаний.
Соответствие прочностных характеристик арматурного проката требованиям настоящего стандарта определяют на основании статистической обработки результатов испытаний арматурного проката, образующих выборку из генеральной совокупности прочностных характеристик арматурного проката.
Выводы, сделанные на основании обработки выборки, относят ко всей генеральной совокупности.
В.7 Выборка, на основании которой проводят определение статистических показателей, должна быть представительной и охватывать достаточно длительный промежуток времени (не менее трех месяцев), в течение которого технологический процесс производства данного арматурного проката не изменялся.
Число партий должно быть не менее 50.
В.8 В выборку должны входить результаты контрольных испытаний арматурного проката, прокатанного на один или группу близких профилеразмеров, при одном способе выплавки стали.
В.9 При формировании выборки необходимо соблюдение условий случайного отбора образцов от каждой партии.
Оценку аномальности результатов испытаний и проверку однородности выборки проводят по нормативным документам.
В.10 При статистической обработке
результатов контрольных испытаний определяют среднее значение прочностной
характеристики арматурного проката в выборке (генеральной совокупности) ![]() , среднеквадратическое отклонение этой характеристики в
данной выборке S и
ее среднеквадратическое отклонение внутри партии (плавки)
, среднеквадратическое отклонение этой характеристики в
данной выборке S и
ее среднеквадратическое отклонение внутри партии (плавки) ![]() , а также среднеквадратическое отклонение плавочных средних
, а также среднеквадратическое отклонение плавочных средних ![]() .
.
Значения ![]() и S определяют по нормативным документам.
и S определяют по нормативным документам.
В.11 Значение ![]() определяют
экспериментальным методом или методом размаха по формуле:
определяют
экспериментальным методом или методом размаха по формуле:
![]() , (В.3)
, (В.3)
где ![]() и
и ![]() - соответственно среднее значение и среднеквадратическое
отклонение распределения размаха по двум испытаниям от партии.
- соответственно среднее значение и среднеквадратическое
отклонение распределения размаха по двум испытаниям от партии.
В.12 Определение ![]() экспериментальным
методом проводят не менее чем на двух плавках для каждой марки стали, класса и
профилеразмера проката, путем случайного отбора не менее 100 проб от каждой
плавки.
экспериментальным
методом проводят не менее чем на двух плавках для каждой марки стали, класса и
профилеразмера проката, путем случайного отбора не менее 100 проб от каждой
плавки.
В.13 ![]() определяют по
формуле:
определяют по
формуле:
![]()
![]() , (В.4)
, (В.4)
В.14 Проверку стабильности ![]() и S проводят в соответствии с ОСТ 14-1-34.
и S проводят в соответствии с ОСТ 14-1-34.
В.15
Минимальное среднее значение прочностных характеристик арматурного проката, (![]() ,
,![]() , или
, или ![]() ) в каждой партии
) в каждой партии ![]() определяют по
формуле:
определяют по
формуле:
![]() (В.5)
(В.5)
В.16 Минимальное значение
результатов испытания двух образцов (п = 2) в каждой партии,
подвергаемой контролю, должно быть не менее значения ![]() , определяемого по формуле (В.2).
, определяемого по формуле (В.2).
Приложение Г
(обязательное)
Методика
испытаний арматурного проката на выносливость
Г.1 Для определения соответствия выносливости арматурного проката требованиям таблицы 2 настоящего стандарта ежегодно проводят испытания на выносливость. Испытывают образцы арматурного проката минимального и максимального диаметров из набора диаметров (сортамента), производимого предприятием-изготовителем, по три образца каждого диаметра, отобранных от случайно выбранных плавок стали.
Г.2 Испытания на выносливость образцов арматурного проката проводят при комнатной температуре, при осевом растяжении на действие повторяющейся (пульсирующей) нагрузки, характеризуемой следующими параметрами в соответствии с рисунком Г.1:
- максимальное усилие цикла ![]() ;
;![]()
- размах цикла усилий ![]()
![]() ;
;
- частота приложения усилия ![]() .
.
Значения ![]() и
и ![]() - по таблице
3.
- по таблице
3.
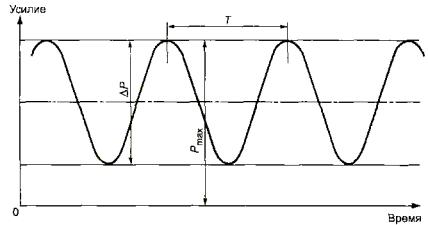
Рисунок Г.1 - Обозначения параметров повторяющейся нагрузки
Г.3 Испытания проводят на
испытательном оборудовании (пульсаторах) с контролем усилий при частоте
приложения нагрузки f от 1 до 200 Гц. Испытания
каждого образца продолжаются до 2 млн. циклов нагрузки или до обрыва образца,
который должен располагаться по длине образца на расстоянии не менее ![]() от захватных
приспособлений образца (где
от захватных
приспособлений образца (где ![]() - номинальный диаметр
арматурного проката).
- номинальный диаметр
арматурного проката).
Г.4 Арматурный прокат признается соответствующим требованиям настоящего стандарта по выносливости, если все испытываемые образцы выдерживают 2 млн. циклов
Приложение Д
(справочное)
Номера предприятий - изготовителей арматурного проката классов
А500С и В500С
Таблица Д.1
|
Наименование предприятия-изготовителя |
№ |
|
ОАО «Северсталь» |
1 |
|
ОАО «Челябинский металлургический комбинат» |
2 |
|
ОАО «Западно-Сибирский металлургический комбинат» |
3 |
|
РУП «Белорусский металлургический завод» |
4 |
|
ОАО «Чусовской металлургический завод» |
5 |
|
ОАО «Магнитогорский металлургический комбинат» |
6 |
|
ОАО «Амурметалл» |
7 |
|
ОАО «Оскольский электрометаллургический комбинат» |
8 |
|
ОАО «Сулинский металлургический завод» |
9 |
|
ОАО «Магнитогорский метизно-металлургический завод» |
10 |
|
ОАО «Салдинский металлургический завод» |
11 |
|
ОАО «Слуцкий металлургический завод» |
12 |
|
ЗАО «Нижнесергинский металлургический завод» |
13 |
|
ОАО «Петровск-Забайкальский металлургический завод» |
14 |
|
ОАО «Ревякинский металлопрокатный завод» |
15 |
|
ОАО Московский металлургический завод «Серп и Молот» |
16 |
|
ОАО «Белорецкий металлургический комбинат» |
17 |
|
ОАО «Ревдинский метизно-металлургический завод» |
18 |
|
ОАО Металлургический завод «Электросталь» |
19 |
|
ОАО «Орловский сталепрокатный завод» |
20 |
|
ЗАО «Северсталь-метиз» |
21 |
|
ОАО «Моспромжелезобетон» |
22 |
|
ЗАО НПО «Армстройметиз» |
23 |
|
ООО «Производственный комплекс А и М» |
24 |
|
ОАО «Металлургический завод им. А.К. Серова» |
25 |
Приложение Е
(обязательное)
Определение геометрических параметров периодического
профиля арматурного проката
Е.1 Фактические значения площади поперечного сечения и массы 1 м длины арматурного проката для контроля отклонений этих величин от номинальных значений определяют в соответствии с ГОСТ 12004.
Е.2 Высоту поперечных ребер h периодического профиля определяют в месте максимальной высоты по длине ребер для каждого ряда ребер. Высоту ребер определяют с помощью измерительного инструмента (штангенциркуля, измерительного микроскопа и т.п.) необходимой точности.
Е.3 Шаг поперечных ребер t определяют для каждого ряда ребер измерением участка арматурного проката, включающего в себя не менее пяти шагов поперечных ребер, штангенциркулем с ценой деления 0,1 мм.
Е.4 Овальность арматурного
проката и суммарный просвет между торцами поперечных ребер ![]() ,- определяют штангенциркулем с ценой деления 0,1 мм.
,- определяют штангенциркулем с ценой деления 0,1 мм.
Е.5 Угол наклона поперечных ребер
![]() к продольной оси
профиля определяют с помощью измерительного микроскопа или расчетным путем по
формуле:
к продольной оси
профиля определяют с помощью измерительного микроскопа или расчетным путем по
формуле:
![]() , (Е.1)
, (Е.1)
где h - фактический диаметр сердечника арматурного проката, мм;
n - число заходов винтовой линии, по которой идут поперечные ребра периодического профиля, определяемое визуально;
t - фактический шаг поперечных ребер, мм.
Е.6 Характеристику сцепления
арматурного проката с бетоном - относительную площадь смятия периодического
профиля ![]() определяют по
формуле:
определяют по
формуле:
![]() ,
,
где ![]() - номинальный диаметр арматурного проката, мм;
- номинальный диаметр арматурного проката, мм;
k - число рядов поперечных ребер (k = 2 для профиля по рисунку А.1, k = 3 и k = 4 для профилей соответственно по рисункам А.2 и А.3);
![]() - фактическая площадь проекции одного ряда
поперечных ребер на плоскость, перпендикулярную к продольной оси арматурного
проката (рисунок Е.1);
- фактическая площадь проекции одного ряда
поперечных ребер на плоскость, перпендикулярную к продольной оси арматурного
проката (рисунок Е.1);
t - фактический шаг поперечных ребер, мм.
![]() каждого ряда ребер принимают как среднее
значение этой величины для трех ребер, определяемое в результате измерений с
использованием измерительного микроскопа.
каждого ряда ребер принимают как среднее
значение этой величины для трех ребер, определяемое в результате измерений с
использованием измерительного микроскопа.
Для арматурного проката
периодического профиля с двумя рядами ребер (см. рисунок
А. 1) ![]() , допускается
определять по формуле:
, допускается
определять по формуле:
![]() ,
,
где d, ![]() ,t, h - средние фактические значения параметров
периодического профиля по рисунку
А.1. Допускается использовать другие
методы и формулы для определения.
,t, h - средние фактические значения параметров
периодического профиля по рисунку
А.1. Допускается использовать другие
методы и формулы для определения.![]() .
.
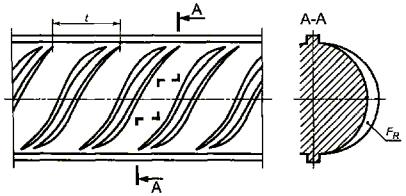
Рисунок Е.1 - Площадь смятия периодического профиля арматурного проката
Библиография
[1] РТМ 393-94 Руководящие технологические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций.
Ключевые слова: прокат арматурный, профиль, размеры, сортамент, предел текучести, временное сопротивление, относительное удлинение, прочность.