ГОСТ Р 50406-92
(ИСО
2010-83,
ИСО 7047-83)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
РОССИЙСКОЙ ФЕДЕРАЦИИ
ВИНТЫ С ПОЛУПОТАЙНОЙ ГОЛОВКОЙ
КЛАССОВ ТОЧНОСТИ А И В
Технические условия
ГОССТАНДАРТ РОССИИ
Москва
1. ПОДГОТОВЛЕН И ВНЕСЕН
Техническим комитетом по стандартизации ТК 229 «Крепежные изделия»
2. УТВЕРЖДЕН И ВВЕДЕН В
ДЕЙСТВИЕ Постановлением Госстандарта России от 23 ноября 1992 г. № 1507
Стандарт разработан методом прямого применения
международных стандартов ИСО 2010-83 «Винты с полупотайной головкой и прямым
шлицем (нормальная головка). Класс А» и ИСО 7047-83 «Винты с полупотайной
головкой и крестообразным шлицем. Класс А» с дополнительными требованиями,
отражающими потребности народного хозяйства
3. ВВЕДЕН ВПЕРВЫЕ
4. ПЕРЕИЗДАНИЕ
Содержание
|
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
РОССИЙСКОЙ ФЕДЕРАЦИИ
|
|
ВИНТЫ С ПОЛУПОТАЙНОЙ ГОЛОВКОЙ
КЛАССОВ ТОЧНОСТИ А И В
Технические условия
Raised
countersunk head screws.
Product grades A and В.
Specifications
|
ГОСТ Р
50406-92
(ИСО 2010-83,
ИСО 7047-83)
|
Дата введения 1994-01-01
Настоящий стандарт распространяется на
винты с полупотайной головкой с прямым и крестообразным шлицем классов точности
А и В с номинальным диаметром резьбы от 1 до 20 мм.
Требования настоящего стандарта являются
обязательными.
Дополнительные требования, отвечающие
потребностям народного хозяйства, выделены подчеркиванием, а также приведены в приложении.
Конструкция и размеры винтов должны
соответствовать указанным на рисунке и в таблицах 1 и 2.
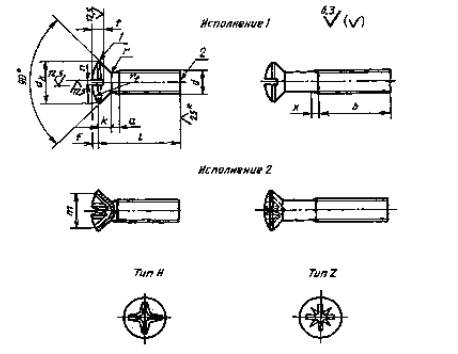
* Для
винтов, обработанных резанием, в остальных случаях не нормируют.
1 - кромка скругленная или острая; 2 - конец в состоянии после накатки
Диаметр стержня приблизительно равен
среднему диаметру резьбы или наружному диаметру резьбы.
Таблица 2
В миллиметрах
|
Длина
винта
l
|
Номинальный
диаметр резьбы d
|
|
M1
|
M1,2
|
M1,4
|
M1,6
|
M2
|
М2,5
|
М3
|
М3,5
|
М4
|
М5
|
М6
|
М8
|
М10
|
М12
|
М14
|
М16
|
М18
|
М20
|
|
2
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
2,5
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
3
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
(3.5)
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
4
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
5
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
6
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
(7)
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
8
|
|
|
|
|
Стандартные
длины
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
9
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
10
|
|
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
|
-
|
-
|
|
11
|
-
|
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
-
|
|
12
|
-
|
|
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
|
(13)
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
|
(14)
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
-
|
|
16
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
|
(18)
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
|
20
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
|
(22)
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
-
|
|
25
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
|
(28)
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
-
|
-
|
-
|
|
30
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
-
|
-
|
|
(32)
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
-
|
-
|
|
35
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
-
|
|
(38)
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
-
|
|
40
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
-
|
|
(42)
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
Стандартные
длины
|
|
|
|
|
|
45
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
(48)
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
50
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
(55)
|
-
|
-
|
-
|
_
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
60
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
(65)
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
70
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
(75)
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
80
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
(85)
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
90
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
(95)
|
-
|
-
|
-
|
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
100
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
|
|
|
|
|
|
|
110
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
|
120
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
Примечания
1 Длины винтов, заключенные в скобки, применять не рекомендуется.
2 Винты с номинальными длинами, расположенными выше
пунктирной линии, изготовляются с резьбой до головки [b = 1 - (k + а)].
|
Пример
условного обозначения винта с
полупотайной головкой, класса точности А. исполнения 1. диаметром резьбы d = 8 мм, с крупным шагом резьбы, с полем допуска 6g. длиной l = 50 мм. класса прочности 4.8. без покрытия:
Винт AM8-6g×50.48
ГОСТ Р 50406-92
То же, класса точности В исполнения 2,
со шлицем типа Н, с мелким шагом резьбы, с цинковым покрытием толщиной 6 мкм,
хроматированным:
Винт
2M8×1-6g×50.48.016 ГОСТ Р 50406-92
То же, со шлицем типа Z:
Винт
2ZM8×1-6g×50.48.016 ГОСТ Р 50406-92
Теоретическая масса винтов указана в
приложении.