
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛИТЫ ТЕПЛОИЗОЛЯЦИОННЫЕ
ИЗ МИНЕРАЛЬНОЙ ВАТЫ
НА БИТУМНОМ СВЯЗУЮЩЕМ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 10140-80
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР
ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПЛИТЫ ТЕПЛОИЗОЛЯЦИОННЫЕ Thermally Insulating Mineral Vool
slabs on Bituminous |
ГОСТ
Взамен |
Постановлением Государственного комитета СССР по делам строительства от 4 сентября 1980 г. № 135 срок введения установлен
с 01.01. 1983 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на теплоизоляционные минераловатные плиты на битумном связующем. Плиты предназначаются для тепловой изоляции строительных конструкций, промышленного оборудования и трубопроводов, промышленных холодильников с температурой изолируемых поверхностей от 173 К (минус 100 °С) до 333 К (плюс 60 °С).
1. МАРКИ И РАЗМЕРЫ
1.1. Плиты в зависимости от объемной массы подразделяются на марки: 75; 100; 150; 200; 250.
1.2. Номинальные размеры плит должны соответствовать приведенным в табл. 1.
Таблица 1
мм
|
Марка |
Длина |
Ширина |
Толщина |
|
75; 100 |
1000; 1500; 2000 |
500; 1000 |
От 50 до 100 с интервалом 10 |
|
150; 200 |
1000; 1500 |
500; 1000 |
От 50 до 100 с интервалом 10 |
|
250 |
1000 |
500 |
От 40 до 70 с интервалом 10 |
Пример условного обозначения плиты марки 100, длиной 1000, шириной 500 и толщиной 50 мм:
100-1000.500.50 ГОСТ 10140-80
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Плиты должны изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Для изготовления плит применяются: вата минеральная по ГОСТ 4640-76, битум по ГОСТ 22245-76 и марки БН70/30 по ГОСТ 6617-76, битумная эмульсия по рецептуре, утвержденной в установленном порядке.
Для изготовления плит высшей категории качества должна применяться минеральная вата, удовлетворяющая требованиям высшей категории качества.
2.3. Отклонения размеров плит от номинальных не должны превышать предельных величин, приведенных в табл. 2.
Таблица 2
|
Марка |
Предельные отклонения от номинальных размеров плит, мм |
|||||
|
высшей категории качества |
||||||
|
по длине |
по толщине |
по длине |
по толщине |
|||
|
75, 100; 150 |
± 15 |
± 7 |
+7, –2 |
± 20 |
± 10 |
+7, –2 |
|
200; 250 |
± 8 |
± 5 |
+4, –2 |
± 10 |
± 5 |
+5, –2 |
2.4. Разность длин диагоналей и разнотолщинность плит не должны превышать предельных значений, приведенных в табл. 3.
|
Марка плит |
Предельная разность длин диагоналей плит, |
Предельная разнотолщинность плит, |
||
|
75: 100; 150 |
15 |
20 |
8 |
10 |
|
200; 250 |
10 |
15 |
4 |
5 |
2.5. Не допускается расслоение плит и наличие в них участков минеральной ваты, не обработанных битумным связующим.
2.6. По физико-механическим показателям плиты должны соответствовать требованиям, приведенным в табл. 4.
Таблица 4
|
Наименование показателя |
Норма для марки |
||||
|
75 |
100 |
150 |
200 |
250 |
|
|
Плотность (объемная масса), кг/м3 |
От 51 |
От 76 |
От 101 |
От 151 |
От 201 |
|
Теплопроводность при температуре 298±5 К (25±5°С), Вт/(м·К) (ккал/ч·м·°С), не более, для плит: |
|
|
|
|
|
|
а) высшей категории качества |
0,044 |
0,044 |
0,049 |
0,052 |
0,058 |
|
б) первой категории качества |
0,046 |
0,046 |
0,052 |
0,058 |
0,064 |
|
|
|
|
|
|
|
|
а) высшей категории качества |
38 |
30 |
20 |
4 |
3 |
|
б) первой категории качества |
45 |
35 |
27 |
6 |
5,5 |
|
Предел прочности на растяжение при изгибе, МПа (кгс/см2), не менее, для плит: |
|
|
|
|
|
|
а) высшей категории качества |
- |
- |
- |
0,14 |
0,18 |
|
- |
- |
- |
0,10 |
0,12 |
|
|
Предел прочности при растяжении, МПа (кгс/см2), не менее, для плит: |
|
|
|
|
|
|
0,01 |
0,012 |
- |
- |
- |
|
|
б) первой категории качества |
0,0075 |
0,008 |
- |
- |
- |
|
Влажность, % по массе, не более, для плит: |
|
|
|
|
|
|
а) высшей категории качества |
1,0 |
1,0 |
1,0 |
1,0 |
1,0 |
|
б) первой категории качества |
2,0 |
2,0 |
2,0 |
2,0 |
2,0 |
|
|
|
|
|
|
|
|
а) высшей категории качества |
4 |
4 |
14 |
15 |
15 |
|
б) первой категории качества |
5 |
5 |
16 |
17 |
18 |
2.7. Плиты марок 75 и 100 при сгибании вокруг цилиндра диаметром 217 мм не должны иметь разрывов. К плитам марки 150, 200 и 250 это требование не предъявляется.
2.8. В партии плит первой категории качества допускается наличие 3 % плит, состоящих из парных половинок.
3. ПРАВИЛА ПРИЕМКИ
3.1. Плиты принимаются техническим контролем предприятия-изготовителя партиями. Партия должна состоять из плит одной марки и одинаковых номинальных размеров в объеме не более сменной выработки на одной технологической линии.
3.2. Размеры, разность диагоналей, однородность структуры, объемную массу, сжимаемость, предел прочности на растяжение при изгибе, содержание битумного связующего, предел прочности при растяжении, влажность и гибкость определяют в плитах, входящих в состав каждой партии.
Теплопроводность плит каждой марки определяют не реже одного раза в полугодие и при каждом изменении сырьевых материалов и технологии производства.
3.3. Для проверки соответствия плит требованиям настоящего стандарта в части размеров, разности диагоналей и однородности структуры из разных мест каждой партии отбирают пять плит.
3.4. Из числа плит, удовлетворяющих требованиям стандарта к размерам и разности диагоналей, отбирают три плиты для определения физико-механических показателей.
3.5. При неудовлетворительных результатах испытаний плит хотя бы по одному из физико-механических показателей, предусмотренных настоящим стандартом, проводят повторное испытание по этому показателю удвоенного количества плит, вновь отобранных из той же партии.
При неудовлетворительных результатах повторной проверки партия плит приемке не подлежит.
3.6. Повторную проверку удвоенного числа плит следует проводить, если хотя бы одна отобранная для проверки плита (п. 3.3), не соответствует требованиям настоящего стандарта по размерам, разности диагоналей и однородности структуры.
Если при повторной проверке окажется, что хотя бы одна плита не удовлетворяет требованиям стандарта по одному из этих показателей, проводят поштучную приемку партии плит.
3.7. Если при приемке плит, которым в установленном порядке присвоен государственный Знак качества, окажется, что они не удовлетворяют хотя бы одному из показателей, предусмотренных настоящим стандартом, то плиты приемке по высшей категории качества не подлежат.
3.8. Потребитель имеет право производить контрольную проверку соответствия, плит требованиям настоящего стандарта, соблюдая при этом указанный порядок отбора образцов и применяя методы испытаний, приведенные в настоящем стандарте.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1.1. Для проведения замеров применяют:
металлическую измерительную рулетку с миллиметровой шкалой деления по ГОСТ 7502-80;
игольчатый толщиномер (черт. 1).
Игольчатый толщиномер
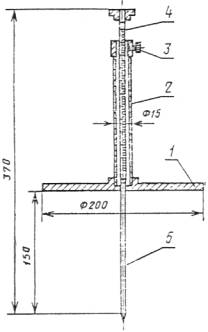
1 - диск; 2 - трубка; 3 - винт; 4 - стержень; 5 - игла
4.1.2. Длину и ширину плит измеряют металлической измерительной рулеткой с миллиметровой шкалой деления в трех местах: посредине плиты и на расстоянии 50 мм от каждого края.
Длину и ширину плиты вычисляют как среднее арифметическое значение результатов трех измерений.
4.1.3. Толщину плит измеряют при помощи игольчатого толщиномера с погрешностью 1 мм. Для этого плиту укладывают на ровное твердое основание. Зажимным винтом 3 фиксируют стержень 4 с иглой 5 толщиномера в крайнем нижнем положении (см. черт. 1).
Затем прокалывают иглой плиту на всю толщину перпендикулярно основанию, освобождают зажимный винт 3, опускают на поверхность плиты диск 1 с трубкой 2, которые создают удельную нагрузку 500 Па (0,005 кгс/см2). Через 5 мин определяют толщину плиты, по измерительной линейке толщиномера.
Толщина плит марок 200, 250 измеряется без пятиминутной выдержки.
Толщина измеряется в пяти местах: в углах плиты и в центре.
При измерении толщины в углах игла толщиномера должна находиться на расстоянии 150±5 мм от каждого края плиты.
Толщину плиты вычисляют как среднее арифметические значение результатов пяти измерений.
4.2. Проверку разности длин диагоналей производят металлической измерительной рулеткой с миллиметровой шкалой деления по ГОСТ 7502-80.
4.3. Разнотолщинность вычисляют как разницу между наибольшим и наименьшим замерами толщины одной плиты, измеренной по п. 4.1.3.
4.4. Однородность структуры - наличие пустот, расслоений, посторонних включений, равномерность, распределения связующего - определяют осмотром среза трех плит.
4.5. Объемную массу плит определяют по ГОСТ 17177-71 со следующими изменениями.
Объемную массу определяют на плите, отобранной по п. 3.4, или на образце правильной прямоугольной формы размерами 500х500 мм. Размеры плиты или образца определяют по п. 4.1 и вычисляют объем.
Объемную массу вычисляют как среднее арифметическое значение результатов испытания трех плит (или трех образцов, вырезанных из этих плит).
4.6. Теплопроводность плит определяют по ГОСТ 7076-78 и вычисляют как среднее арифметическое значение результатов испытания трех образцов, вырезанных из трех плит.
4.7.1. Сущность метода заключается в определении изменения толщины образца изделия под воздействием сжимающих нагрузок, приложенных в определенной последовательности.
4.7.2. Для проведения испытания применяют прибор, указанный на черт. 2.
Прибор для измерения сжимаемости
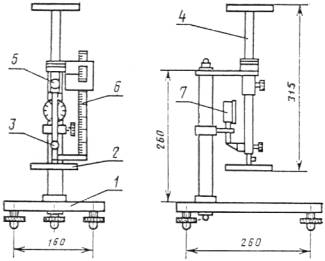
1 - плита
со станиной; 2
- пластина квадратной
формы размером 100´100 мм;
3 - зажимный винт пластины 2; 4
- движущаяся часть
прибора; 5 -
зажимный
винт движущейся части; 6 - измерительная линейка; 7 - индикатор
часового типа.
4.7.3. Из каждой плиты, отобранной по п. 3.4, вырезают по одному образцу квадратной формы размерами 100´100 мм и толщиной, равной толщине изделия. При испытании образец помещают на плиту 1 прибора (см. черт. 2), освобождают зажимный винт 3 и на него опускают пластину 2, обеспечивающую удельную нагрузку 500 Па (0,005 кгс/см2).
После пятиминутного выдерживания под этой нагрузкой измерительной линейкой 6 определяют толщину образца (Н0). Пластину 2 закрепляют зажимным винтом 3, приводят в действие индикатор часового типа и зажимным винтом 5 освобождают движущуюся часть прибора 4, которая совместно с пластиной 2 должна обеспечить удельную нагрузку на образец 2000 Па (0,02 кгс/см2). Образец под этой нагрузкой выдерживают в течение 5 мин и по индикатору часового типа определяют изменение толщины образца DН.
4.7.4. Сжимаемость h в процентах вычисляют с погрешностью до 0,1 % по формуле:
где Н0 - толщина образца при удельной нагрузке 500 Па (0,005 кгс/см2), мм;
DН - изменение толщины образца при удельной нагрузке 2000 Па (0,02 кгс/см2), мм.
4.7.5. Сжимаемость вычисляют как среднее арифметическое значение результатов трех определений.
4.8. Предел прочности на растяжение при изгибе определяют по ГОСТ 17177-71 на трех образцах, вырезанных из трех плит, отобранных по п. 3.4, и вычисляют как среднее арифметическое значение результатов трех определений.
4.9. Определение предела прочности при растяжении
4.9.1. Для проведения испытания применяются:
приборы, позволяющие обеспечить равномерное возрастание нагрузки и вести отсчет величины разрушающей нагрузки с точностью до 1 Н (0,1 кгс);
металлическая измерительная линейка по ГОСТ 427-75.
4.9.2. Из каждой плиты, отобранной по п. 3.4, вырезают по одному образцу размерами 280´70 мм и толщиной, равной толщине изделия. Затем измеряют ширину каждого образца металлической измерительной линейкой с погрешностью 1 мм в трех местах: посередине образца и на расстоянии 50 мм от каждого края. Шириной образца считают среднее арифметическое значение результатов трех замеров. Толщиной образца считают толщину плиты, из которой он вырезан (см. п. 4.1.3).
Схема захвата образца
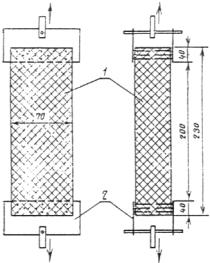
1 - образец; 2 - игольчатые зажимы
4.9.3. При испытании образец с обоих концов закрепляют в игольчатых зажимах так, чтобы расстояние между зажимами было 200 мм, помещают в прибор и определяют нагрузку, при которой образец разрывается.
Скорость перемещения активного захвата прибора 20 мм/мин.
4.9.4. Предел прочности при растяжении (Rраст) в МПа (кгс/см2) вычисляют по формуле:
![]() (2)
(2)
где Р - нагрузка в момент разрыва, Н (кгс);
b - ширина образца, м (см);
h - толщина образца, м (см).
4.9.5. Предел прочности при растяжении вычисляют как среднее арифметическое значение результатов трех определений.
4.10. Влажность плит определяют по ГОСТ 17177-71. Из разных мест плиты, отобранной по п. 3.4, пробоотборником диаметром 20 мм отбирают пять проб, которые для подготовки средней пробы измельчают и перемешивают.
Влажность плит вычисляют как среднее арифметическое значение результатов испытания трех проб, отобранных из трех плит.
4.11. Содержание битумного связующего определяют по ГОСТ 17177-71. Пробу прокаливают в муфельной печи при температуре 873±50 К (600±50 °С) в течение 2 ч.
Содержание битумного связующего вычисляют как среднее арифметическое значение результатов испытания трех проб, отобранных из трех плит.
4.12. Гибкость плит (сгибание вокруг цилиндра диаметром 217 мм) определяют по ГОСТ 17177-71 на шести образцах, вырезанных по два из трех плит, отобранных по п. 3.4.
Плиты считаются выдержавшими испытание, если на пяти образцах во время сгибания вокруг цилиндра диаметром 217 мм на наружной поверхности не будет наблюдаться разрывов.
5. УПАКОВКА, МАРКИРОВКА,
ТРАНСПОРТИРОВАНИЕ
И ХРАНЕНИЕ
5.1. Плиты должны быть упакованы в тару или вспомогательные упаковочные средства одного из следующих видов:
деревянные щитки с последующей обвязкой упаковочного места проволокой, в обрешетки или ящики по ГОСТ 18051-83;
специальные возвратные поддоны или контейнеры;
бумагу упаковочную битумированную и дегтевую по ГОСТ 515-77;
бумагу мешочную влагопрочную, битумированную по ГОСТ 2228-81;
полиэтиленовую термоусадочную пленку.
Плиты марок 75 и 100 могут рулонироваться с обертыванием в вышеуказанную бумагу и проклеиванием свободного конца битумом.
5.2. Каждое упакованное место должно содержать плиты одной марки и одних размеров.
При упаковке плит должны быть приняты меры по предупреждению их склеивания.
5.3. При ручной погрузке или разгрузке масса упакованного места не должна превышать 50 кг.
5.4. На каждом упакованном месте должна быть приклеена этикетка, в которой указывают:
наименование предприятия-изготовителя или его товарный знак;
номер партии и дату изготовления;
количество плит (в шт. и м3);
условное обозначение плит;
штамп ОТК предприятия-изготовителя;
изображение государственного Знака качества по ГОСТ 1.9-67 в правом верхнем углу этикетки для плит, которым он присвоен в установленном порядке.
5.5. Каждая отгружаемая партия плит должна сопровождаться документом о качестве установленной формы, в котором указывают:
номера и даты документа;
наименования и адреса предприятия-изготовителя;
наименования и адреса получателя;
наименования продукции;
марки и размеры плит;
номера партии и даты изготовления;
обозначение настоящего стандарта.
5.6. Товаросопроводительная документация для плит высшей категории качества должна иметь изображение государственного Знака качества по ГОСТ 1.9-67.
5.7. Плиты транспортируют всеми видами транспорта в крытых транспортных средствах.
5.8. При погрузке, разгрузке, транспортировании и хранении должны быть приняты меры, обеспечивающие предохранение плит от механических повреждений, увлажнения и прямых солнечных лучей.
5.9. Плиты следует хранить упакованными раздельно по маркам и размерам в закрытых складах или под навесом. При хранении плит под навесом их укладывают на подставки. Высота штабеля плит, упакованных в мягкую тару, не должна превышать: для плит марок 75, 100; 150 - 1,5 м, для плит марок 200, 250 - 1,8 м.
5.10. Отгрузку плит потребителю следует производить после суточной выдержки продукции на складе.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Предприятие-изготовитель гарантирует соответствие плит требованиям настоящего стандарта при соблюдении условий транспортирования и хранения, установленных настоящим стандартом.
Гарантийный срок хранения плит - один год с момента их изготовления.