|
КАРТА ТРУДОВОГО ПРОЦЕССА СТРОИТЕЛЬНОГО ПРОИЗВОДСТВА |
КТ-4.1-0.30-77 |
|
|
Разработана конструкторско-технологическим институтом Минпромстроя СССР *) Откорректирована и рекомендована ВНИПИ труда в строительстве Госстроя СССР для внедрения в строительное производство |
||
|
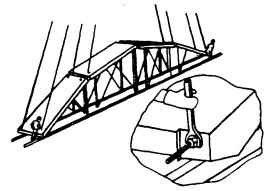
СБОРКА СЕКЦИЙ |
||
|
Входит в комплект карт ККТ-4.1-6 Покрытие промышленных зданий из полигональных сводов |
||
|
Взамен КТ |
*) 300600, г. Тула, проспект Ленина, 108.
1. ОБЛАСТЬ И ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ КАРТЫ
1.1. Карта предназначена для организации труда рабочих при сборке секций полигональных сводов из плит ПКЖ для покрытий производственных зданий.
1.2. Показатели производительности труда
По карте По ЕНиР
Выработка на 1 чел.-день, секций сводов 1,95 -
Затраты труда на одну секцию свода пролетом 24 м, чел.-ч 4,1 -
Примечание. В затраты труда включено время на подготовительно-заключительные работы и отдых.
2. УСЛОВИЯ И ПОДГОТОВКА ВЫПОЛНЕНИЯ ПРОЦЕССА
2.1. До начала работ необходимо завезти на приобъектную площадку и складировать железобетонные плиты, заготовки затяжек и подвесов, а также доставить и разместить на площадке, в соответствии со схемой организации работ, кондуктор для сборки секций полигональных сводов, инструменты и инвентарь.
2.2. Качество железобетонных плит должно соответствовать требованиям ГОСТ 13015-67 «Изделия железобетонные и бетонные, общие технические требования» и СНиП 1-В.5-1-62 «Железобетонные изделия, общие указания».
2.3. Работы следует выполнять, строго соблюдая правила техники безопасности и охраны труда рабочих согласно СНиП III-А.11-70, § 14,
3. ИСПОЛНИТЕЛИ, ПРЕДМЕТЫ И ОРУДИЯ ТРУДА
3.1. Исполнители:
монтажник конструкций (он же электросварщик) V разряда (М1) - 1
монтажник конструкций (он же электросварщик) IV разряда (М2) - 1
монтажник конструкций (он же электросварщик) III разряда (М3) - 1
монтажник конструкций III разряда (М4) - 1
3.2. Инструменты, приспособления и инвентарь
|
Наименование, назначение и основные параметры |
ГОСТ, № чертежа |
Количество, шт. |
|
Строп четырехветвевой удлиненный «Паук» |
Чертежи Челябинского УралНИИстромпроекта *) |
2 |
|
Кондуктор для укрупнительной сборки сводов пролетом 24 м |
Чертежи того же института |
2 |
|
Аппарат электросварочный |
ТС-500 |
2 |
|
Комплект инструментов электросварщика |
- |
2 |
|
Лом монтажный |
ГОСТ 1405-72 |
4 |
|
Метр стальной складной |
ГОСТ 7253-54 |
2 |
|
Ключ гаечный двусторонний |
ГОСТ 2839-71 |
2 |
|
Щетка стальная |
Каталог-справочник ЦНИИТЭстроймаша, **) стр. 83 |
2 |
|
Уровень строительный |
УС1-300, ГОСТ 9416-67 |
1 |
|
Ящик для инструментов |
- |
1 |
|
Лестница приставная высотой 2 м |
- |
1 |
*) г. Челябинск, проспект Ленина, 89.
**) Москва, Г-19, ул. Маркса и Энгельса, 7/10.
4. ТЕХНОЛОГИЯ ПРОЦЕССА И ОРГАНИЗАЦИЯ ТРУДА
4.1. Секции полигональных сводов собирают на специальном кондукторе.
4.2. Операции по сборке секций полигональных сводов выполняют в следующем порядке: укладывают сначала опорные, а затем промежуточные плиты на кондуктор, одновременно раскладывая затяжки и подвесы; соединяют уложенные на кондуктор плиты между собой при помощи стальных накладок, привариваемых к закладным деталям в углах плит; протягивают через отверстия в опорных частях плит затяжки диаметром 24 мм; соединяют затяжки в средней части свода электросваркой; устанавливают стальные подвесы диаметром 12 мм; окончательно натягивают затяжки.
4.3. Организация рабочего места
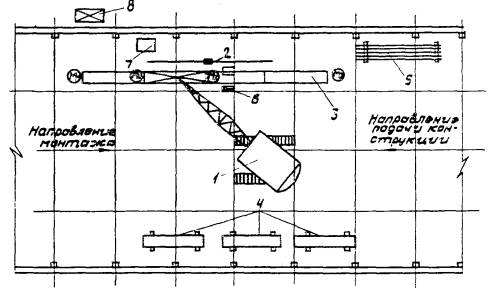
![]() - рабочие места монтажников
- рабочие места монтажников
1 - монтажный кран; 2 - строп четырехветвевой; 3 - кондуктор; 4 - плиты ПКЖ; 5 - стеллаж с заготовками затяжек и подвесов; 6 - шкаф для хранения накладных деталей, шайб и гаек; 7 - ящик для инструментов; 8 - сварочный пост
4.4. График трудового процесса
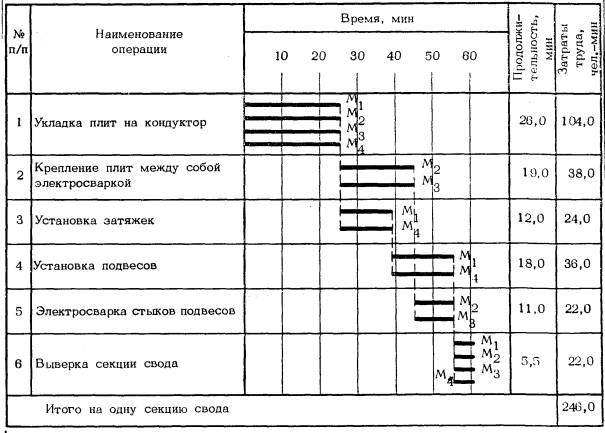
4.5. Описание операций
|
№ по графику |
Наименование операций, их продолжительность, *) исполнители и орудия труда; характеристика приемов труда |
|
1 |
2 |
|
1 |
УКЛАДКА ПЛИТ НА КОНДУКТОР; 26 мин; М1, М2, М3, М4; ломы, щетки стальные, метр
Монтажники М3 и М4 очищают места опирания плит и закладные детали от наплывов раствора, стропят и подают плиты на кондуктор, раскладывают затяжки и подвесы. Монтажники М1 и М2 принимают плиты и укладывают их на кондуктор. Положение уложенных на кондукторе плит выверяют метром. При необходимости монтажники М1 и М2 ломами рихтуют плиты в пределах нанесенных на кондукторе рисок и ограничителей |
|
2 |
КРЕПЛЕНИЕ ПЛИТ МЕЖДУ СОБОЙ ЭЛЕКТРОСВАРКОЙ; 19 мин; М2, М3; электросварочные аппараты, инструменты электросварщика Зачистив места сварки монтажных стыков железобетонных плит, монтажники М2 и М3 крепят плиты между собой электросваркой. Затем устанавливают затяжки и стыкуют их электросваркой в средней части |
|
3 |
УСТАНОВКА ЗАТЯЖЕК; 12 мин; М1, М4; щетка стальная, гаечные ключи Монтажник М4 подносит ранее заготовленные арматурные стержни с болтами приваренными к их концам и укладывает их на кронштейны кондуктора, расположенные на уровне отверстий в опорных плитах. Монтажник М1, очистив отверстия щеткой заводит и протягивает сквозь них затяжки. Затем, смазав солидолом резьбу болтов, монтажники М1 и М4 надевают на них шайбы и навинчивают гайки. После сварки затяжек монтажники М1 и М4 производят натяжение затяжек до тех пор, пока промежуточные плиты в коньковой части не приподнимутся над кондуктором на 40 мм
|
|
4 |
УСТАНОВКА ПОДВЕСОВ; 18 мин; М1, М4; гаечные ключи, метр Монтажник М4 заводит нижнюю часть подвеса на затяжку. Монтажник М1, поднявшись на свод, пропускает сверху в зазор между плитами верхнюю часть подвеса. Остальные подвесы они устанавливают так же. После того, как монтажники М2 и М3 закончат сварку подвесов, монтажники М1 и М4 подтягивают подвесы, закручивая гайки
|
|
5 |
ЭЛЕКТРОСВАРКА СТЫКОВ ПОДВЕСОВ; 11 мин; М2, М3; электросварочные аппараты, инструменты электросварщика Монтажники М2 и М3 соединяют концы верхней и нижней частей подвесов внахлестку и в вертикальном положении сваривают их прерывистым швом длиной 100 - 120 мм |
|
6 |
ВЫВЕРКА СЕКЦИИ СВОДА; 5,5 мин; М1, М2, М3, М4; стропы, гаечные ключи Закрепив подвесы, монтажники М1 и М4 цепляют крюки стропов за монтажные петли и затем спускаются на землю. После этого монтажники М1, М2, М3 и М4 для окончательного натяжения затяжек гаечными ключами подкручивают гайки на болтах
|
*) На одну секцию свода.
СОДЕРЖАНИЕ
|
1. Область и эффективность применения карты.. 1 2. Условия и подготовка выполнения процесса. 1 |