|
КАРТА ТРУДОВОГО ПРОЦЕССА СТРОИТЕЛЬНОГО ПРОИЗВОДСТВА |
КТ-22.0-10.6-77 |
|
|
Разработана Лабораторией монтажных работ при ДИСИ Минмонтежспецстроя УССР * Откорректирована и рекомендована ВНИПИ труда в строительстве Госстроя СССР для внедрения в строительное производство |
||
|
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА СТЫКОВ АРМАТУРЫ ЖЕЛЕЗОБЕТОННОЙ Н-ОБРАЗНОЙ РАМЫ |
||
|
Входит в комплект карт ККТ-4.1-0 Монтаж железобетонных каркасов многоэтажных зданий |
||
|
Взамен КТ-22.0-10.6-72 |
* г. Днепропетровск-92, ул. Чернышевского, 24а.
1. ОБЛАСТЬ И ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ КАРТЫ
1.1. Карта предназначена для организации труда рабочих при полуавтоматической электрошлаковой ванной сварке вертикальных стыков арматуры железобетонных Н-образных рам.
1.2. Показатели производительности труда
2. УСЛОВИЯ И ПОДГОТОВКА ВЫПОЛНЕНИЯ ПРОЦЕССА
2.1. До начала работ необходимо: установить и закрепить раму на кондукторе в проектном положении; произвести геодезическую проверку положения рамы; подготовить стыкуемые стержни к сварке.
Примечание. Кондуктор разрешается снимать только после сварки всех стыкуемых стержней.
2.2. Перед использованием флюс необходимо прокаливать в течение часа при температуре 200 - 300 °С.
2.3. Работы следует выполнять, строго соблюдая правила техники безопасности и охраны труда рабочих согласно СНиП III-А.11-70, § 5.
3. ИСПОЛНИТЕЛИ, ПРЕДМЕТЫ И ОРУДИЯ ТРУДА
3.1. Исполнители:
электросварщик V разряда (Э1) - 1
электросварщик IV разряда (Э2) - 1
монтажник конструкций II разряда (М) - 1
3.2. Инструменты, приспособления и инвентарь
|
Наименование, назначение ч основные параметры |
ГОСТ, № чертежа |
Количество, шт. |
|
Будка переносная стальная для размещения и транспортировки оборудования сварочных постов, размером 2´2 м и 5´2 м, с прожектором |
Чертеж 5950 ПИ Промстальконструкция * |
2 |
|
Источник питания сварочной дуги на постоянном токе |
ПСГ-500 (ПСУ-500) |
1 |
|
Полуавтомат шланговый с комплектом пусковой и измерительной аппаратуры, шкафом управления, платформой с катушками |
А-765 |
2 |
|
Комплект инструментов электросварщика |
- |
1 |
|
Печь электрическая для прокаливания и сушки электродов |
- |
1 |
|
Форма разъемная инвентарная медная, для ванной сварки вертикальных стыков арматур |
- |
32 |
|
Струбцина для крепления полуформ |
- |
32 |
|
Емкость для флюса |
- |
1 |
|
Клещи для переноски горячих форм |
- |
1 |
|
Емкость для форм и струбцин |
- |
1 |
|
Ведро для воды |
- |
1 |
|
Аппарат газорезный |
К-51 |
1 |
* 125080, Москва, А-80, Волоколамское шоссе, 1
4. ТЕХНОЛОГИЯ ПРОЦЕССА И ОРГАНИЗАЦИЯ ТРУДА
4.1. Операции по сварке вертикальных стыков арматуры железобетонных Н-образных рам выполняют в следующем порядке: осматривают подготовленный к сварке стык, устанавливают на стыкуемые стержни медные формы из двух половин и скрепляют их струбцинами; засыпают флюс в плавильное пространство форм; заряжают шланговый полуавтомат электродной проволокой; сваривают стыки, регулируя режим сварки; снимают формы и очищают формы и стыки от шлака; осматривают сваренный стык и ставят клеймо.
4. ТЕХНОЛОГИЯ ПРОЦЕССА И ОРГАНИЗАЦИЯ ТРУДА
4.1. Операция по замоноличиванию стыков рамы выполняют в следующем порядке: подготовляют стыки; устанавливают на них стальную опалубку, тщательно затягивая ее болтами; устанавливают и подготовляют к работе смеситель-инъектор; подсоединяют шланги от смесителя-инъектора к питающим штуцерам в опалубке; приготовляют в смесителе раствор; включают двигатель насоса и под давлением до трех атмосфер подают подвижный раствор М300 по шлангам в полость стыка.
После заполнения полости стыка (при вытекании раствора из контрольного крана) прекращают подачу раствора и закрывают задвижку на опалубке. Опалубку снимают и очищают после достижения раствором, прочности не менее, чем 25 кг/см2. Затем стыки покрывают матами и увлажняют до тех пор, пока раствор не постигнет 70 % проектной прочности.
4.2. Организация рабочего места
Это из другого ГОСТа
![]() - рабочие места бетонщиков
- рабочие места бетонщиков
1 - смеситель-инъектор; 2 - трапы для перемещения смесителя-инъектора; 3 - ящики с цементом и песком; 4 - ведро; 5 - сварочный аппарат; 8 - резиновый шланг; 7 - направление перемещения смесителя
|
2 |
|
|
2 |
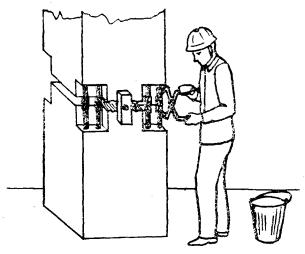
ПОДГОТОВКА ПОЛУАВТОМАТА К СВАРКЕ; 20 мин; Э1, Э2; сварочное оборудование Электросварщики Э1 и Э2 подкатывают шланговые полуавтоматы к подготовленному стыку рамы и устанавливают их по обе стороны от кондуктора на равных расстояниях от стыков рамы. Затем они заправляют полуавтоматы и гибкие шланги электродной проволокой, устанавливают полуавтоматы на заданный режим сварки и проверяет их в работе
|
|
3 |
ЭЛЕКТРОШЛАКОВАЯ СВАРКА ВЕРТИКАЛЬНЫХ СТЕРЖНЕЙ; 25 мин; Э1, Э2, М; сварочное оборудование Монтажник включает генератор постоянного тока для катания полуавтоматов и переносным регулятором устанавливает требуемое напряжение. Электросварщики Э1 и Э2, находясь по углам колонны, вводят конец электродной проволоки в плавильное пространство формы и возбуждают дугу под слоем флюса. В первый период сварка ведется при напряжении 40 - 45 В, а затем, по мере заполнения стыка наплавленным металлом, монтажник при помощи переносного регулятора постепенно снижает напряжение до 20 - 25 В, чтобы избежать подрезов в верхней части стыкуемого стержня. По окончании сварки стержней одного вертикального стыка рамы электросварщики переносят шланги ко второму стыку и сваривают его стержни
|
|
4 |
СНЯТИЕ ФОРМ; 20 мин; М; клещи, ведро с водой, инструменты электросварщика Через 20 - 30 мин после окончания сварки (при охлаждении форм до 100 °С) монтажник снимает формы. Для этого он раскручивает струбцину, легким постукиванием молотка по стержням вблизи формы разнимает форму на две половины, клещами снимает их со стержня и опускает в ведро с водой. После охлаждения форм и стыков стержней монтажник очищает их от шлака при помощи зубила, молотка и стальной щетки
|
|
5 |
КОНТРОЛЬ СВАРКИ СТЫКОВ АРМАТУРЫ; 20 мин; Э1, Э2; сварочное оборудование, газорезный аппарат, комплект инструментов электросварщика Электросварщики Э1 и Э2 осматривают стыки, проверяя качество сварки и при наличии дефектов (подрезов, непроваров, ослабленного сечения шва, вздутия, резкого перехода от наплавленного металла к основному, усадочных раковин) ручной электродуговой сваркой подваривают эти места электродами. Если подварка недостаточна для устранения дефектов, электросварщики газорезным аппаратом вырезают дефектный стык (общая длина вырезанного участка должна быть не менее 150 мм) и стыкуют стержни при помощи вставки. Устранив все дефекты, электросварщики ставят клейма на своих стыках и сдают их контрольному мастеру
|
СОДЕРЖАНИЕ
|
1. Область и эффективность применения карты.. 1 2. Условия и подготовка выполнения процесса. 1 |