
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛАСТМАССЫ
МЕТОД ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ ХРУПКОСТИ ПРИ УДАРЕ
ГОСТ 16782-92
(ИСО 974-80)
КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ПЛАСТМАССЫ Метод определения температуры хрупкости при ударе Plastics.
Determination of the brittleness |
ГОСТ (ИСО 974-80) |
Дата введения 01.07.93
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ РАСПРОСТРАНЕНИЯ
1.1. Настоящий стандарт устанавливает метод определения температуры, при которой пластмассы с температурой хрупкости ниже 20 °С, не являющиеся жесткими при обычной температуре окружающей среды, становятся хрупкими и разрушаются в заданных условиях деформации.
Дополнительная процедура предусматривает испытания образцов с надрезом, которые разрушаются в хрупком состоянии при значительно более высокой температуре. В настоящем методе принята во внимание природа хрупкого разрушения и предусмотрено испытание образцов в количестве, достаточном для вычисления температуры хрупкости на основе статистических данных.
1.2. Метод определения температуры хрупкости первоначально был разработан для определения температуры, при которой полимер теряет присущую ему гибкость, т.е. становится хрупким, как стекло.
Из-за статистического характера такого разрушения температуру хрупкости определяют в соответствии с п. 3.1.
Метод, описанный в настоящем стандарте, устанавливает температуру, при которой достигается 50 %-ная вероятность разрушения испытуемых образцов с надрезом и без надреза. Метод используется при составлении спецификации на материал, хотя он не всегда выявляет самую низкую температуру эксплуатации материала, поскольку хрупкость полимера может зависеть от ориентации, создаваемой в процессе производства, термической предыстории образца и условий нагружения, особенно от скорости удара. При установлении значений, включаемых в спецификации на материал, следует соблюдать допуск ± 5 °С.
1.3. Дополнительные требования, отражающие потребности народного хозяйства, выделены курсивом.
2. ССЫЛКИ
ГОСТ 12423 «Пластмассы. Условия кондиционирования и испытания образцов (проб)».
ГОСТ 12020 «Пластмассы. Метод определения стойкости к действию химических сред».
3. ОПРЕДЕЛЕНИЕ
4. СУЩНОСТЬ МЕТОДА
Метод заключается в изгибе консольно закрепленного образца на угол 90° вокруг оправки заданного радиуса при постоянной (заданной) скорости испытания в инертной (газообразной или жидкой) среде, температура которой точно известна и тщательно контролируется.
5. АППАРАТУРА
Примечания:
1. Детали ударного бойка и зажимного приспособления показаны на черт. 1 и 2. На черт. 3 дана фотография зажима с закрепленными в нем образцами.
2. Для испытания пригодны испытательные машины, соответствующие требованиям, приведенным в данном разделе, и если у них ударный боек приводится в движение мотором, соленоидом, под действием силы тяжести или с помощью пружины. Во всех случаях при реальных условиях испытания испытательная машина должна удовлетворять требованиям, приведенным в п. 3.2.
Принципиальные размеры аппаратуры должны быть следующими:
a) радиус ударного бойка - (1,6 ± 0,1) мм;
b) радиус нижней лапки зажимного приспособления - (4,0 ± 0,1) мм;
c) расстояние между точкой удара ударного бойка и зажимным приспособлением - (3,6 ± 0,1) мм;
d) зазор между краем ударного бойка и зажимным приспособлением - (2,0 ± 0,1) мм.
Скорость испытания должна составлять (200 ± 20) см/с при ударе и при последующем перемещении не менее чем на 0,5 см.
5.2. Прибор, показывающий температуру, применяемый с термопарой или эквивалентным измерителем температуры, должен охватывать диапазон температур, при которых проводят испытания, и показывать температуру с точностью ± 0,5 °С.
Термопару, изготовленную из медной и константановой проволок диаметром 0,2 - 0,5 мм, сваренных в месте их соединения (или шарик термометра), следует помещать по возможности ближе к образцу для испытания.
Детали и размеры кромки и зажимного
устройства
(размещение испытуемого образца без надреза)

1 - испытуемый образец; 2 - ударная кромка; 3 - зажимное устройство.
Черт. 1.
5.3. Теплопередающая среда. Следует использовать жидкую или газообразную теплопередающую среду, предпочтительно жидкую, которая остается жидкой при температуре испытания и не оказывает заметного воздействия на испытуемый материал. Температуру теплопередающей среды при испытании следует поддерживать с точностью ± 0,5 °С.
Детали одного типа зажима, отвечающего требованиям п. 5.1

Черт. 2.
Собранное зажимное устройство с опытными образцами
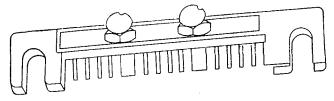
Черт. 3.
Допускается для газообразной среды погрешность поддержания и измерения температуры в криокамере не более 1 °С при температурах до минус 80 °С и не более 2 °С при температурах ниже минус 80 °С.
Примечание. Поскольку период контакта теплопроводящей жидкости с испытуемыми образцами является довольно коротким, а температура при этом низкая, для испытания большинства пластмасс сочли вполне пригодной смесь метанола с твердой СО2. Эту смесь с успехом можно использовать при температурах до - 76 °С. Для испытаний при более низких температурах необходимо применять другие теплопроводящие среды, например, силиконовые масла, дихлордифторметан, жидкий азот или воздушную баню.
Если возникают какие-нибудь сомнения в отношении инертности применяемой теплопроводящей среды, то следует на выбор провести определение каких-нибудь физических свойств испытуемого материала до и после 15-минутного пребывания последнего в этой среде при наиболее высокой температуре испытания (ГОСТ 12020). Полученные результаты не должны значительно отличаться.
6. ОБРАЗЦЫ ДЛЯ ИСПЫТАНИЯ
6.2. Из листа, предназначенного для испытания, следует вырезать образцы длиной (20,00 ± 0,25) мм, шириной (2,50 ± 0,05) мм и толщиной (1,6 ± 0,1) мм. Образцы удобно вырезать из полосок необходимой толщины шириной (20,00 ± 0,25) мм путем нарезания ломтиков требуемой ширины предпочтительно автоматически.
6.3. При испытании образца с надрезом его наносят с помощью острого бритвенного лезвия или предпочтительно с помощью автоматической режущей машины (п. 6.1) глубиной (0,40 ± 0,02) мм, примерно в середине одной из сторон образца размером (20,0×1,6) мм под прямым углом к его продольной оси. Надрез должен быть гладким.
Примечание. При испытании некоторых материалов, особенно полиэтилена, желательно испытывать образцы с надрезом, за исключением тех случаев, когда испытание проводят с целью определения эффекта старения. Надрез на образце оказывает двоякое действие: уменьшает разброс результатов и повышает температуру хрупкости полиэтилена в интервале от - 100 °С и до температурного диапазона, который легко достигается при проведении экспериментов, т.е. ниже - 70 °С.
Поверхность образцов должна быть ровной и гладкой, без раковин, трещин, посторонних включений и других дефектов, видимых невооруженным глазом.
7. КОНДИЦИОНИРОВАНИЕ
Образцы для испытания следует кондиционировать перед испытанием по ГОСТ 12423 при (23 ± 2) °С и относительной влажности (50 ± 5) %, если в НТД на материал нет других указаний. Образцы с надрезом кондиционируют после нанесения надреза.
8. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
8.1. Образцы для испытаний прочно закрепляют в зажимном приспособлении, которое помещают в испытательную машину. При испытании образцов с надрезом надрез должен находиться на боковой стороне образца, не наверху и не внизу, а должен быть расположен по касательной к закругленной нижней лапке зажимного приспособления.
8.2. Образцы выдерживают при температуре испытания при использовании жидкой среды 3 мин, при использовании газообразной среды 20 мин, что обеспечивает достижение равновесного состояния по температуре.
8.3. Пускают в ход испытательную машину, изгибая образцы вокруг оправки.
8.4. Образцы вынимают из криокамеры и отмечают число разрушившихся образцов. Разрушение характеризуется разломом на две или более частей или появлением трещин, видимых вооруженным глазом.
8.5. Испытания проводят при четырех или более температурах в диапазоне, в котором происходит от 10 до 90 % разрушений (0 и 100 % разрушения в расчет не принимается при определении графическим методом, приведенным в п. 9.1).
8.6. Испытывают не менее 100 образцов. При проведении испытаний при четырех температурах при каждой температуре испытывают не менее 25 образцов. При проведении испытаний при большем числе температур при каждой температуре можно испытывать меньшее количество образцов, но не менее 10.
9. ВЫРАЖЕНИЕ РЕЗУЛЬТАТОВ
Температура t50 может быть определена с помощью следующих методов.
Считывают значение температуры с графика в том месте, где прямая линия пересекает координату 50 %-ной вероятности.
9.2. Расчетный метод
Температуру t50 можно вычислить по следующей формуле:
![]()
где tb - температура хрупкости, °С;
th - наивысшая температура, при которой происходит разрушение всех образцов (следует проследить за правильностью алгебраических знаков), °С;
Δt - выбранный постоянный температурный интервал между последовательными испытаниями, К;
S - сумма разрушившихся образцов при каждой температуре (от температуры, соответствующей отсутствию разрушения, до температуры th включительно), %.
10. ПРОТОКОЛ ИСПЫТАНИЯ
В протокол испытания включаются следующие данные:
а) ссылка на настоящий стандарт;
б) полная идентификация испытуемого материала, включая тип, обозначение изготовителя, форму материала и историю предыдущей обработки;
в) температуру хрупкости с точностью 1 °С;
г) образец с надрезом или без надреза подвергали испытанию;
д) метод изготовления листов для испытания;
е) применяемый метод кондиционирования, включая время, прошедшее с момента формования или отжига;
ж) применяемая теплопроводящая среда.
ПРИЛОЖЕНИЕ
Рекомендуемое
ИЗГОТОВЛЕНИЕ ОБРАЗЦОВ ИЗ ПОЛИОЛЕФИНОВ
1. Общие рекомендации
Лист для испытания в зависимости от материала изготавливают с помощью одного из трех приведенных ниже методов прямого прессования. Метод выбирают следующим образом:
|
Полимер |
|
Метод |
|
Полиэтилен низкой или средней плотности |
|
А или С |
|
Полиэтилен высокой плотности |
} |
В или С |
|
Полипропилен |
2. Метод А (отжиг в печах)
Листы следует формовать в простой форме, состоящей из трех деталей. Форма должна состоять из рамки с отверстием, размер которой обеспечивает необходимые размеры изготавливаемого листа, а глубина достаточна для изготовления листов толщиной (1,6 ± 0,1) мм, и двух гладких металлических опорных плит толщиной не менее 1 мм, размер которых позволяет накрывать рамку. Кроме того, для прессования также необходимы два листа чистой алюминиевой фольги толщиной 0,05 - 0,2 мм, размер которых достаточен для покрытия рамки.
Опорные плиты и алюминиевую фольгу очищают растворителем и тщательно просушивают. Не следует применять жидкие средства, облегчающие изъятие изделий из формы, или воски. Затем кладут одну плиту, покрывают ее листом фольги, на которую ставят рамку, создавая таким образом гнездо пресс-формы. Хотя таблетки или гранулы можно непосредственно загружать в гнездо пресс-формы, рекомендуется предварительное вальцевание, так как оно способствует разрушению ранее сложившейся кристаллической структуры.
При вальцевании валки должны быть достаточно горячими, чтобы размягчить пластмассу, но не настолько, чтобы вызвать ее разжижение. Смесь часто подрезают или перевертывают для обеспечения хорошего смешения.
Последующее прямое прессование облегчается, если вальцы отрегулированы так, чтобы получить как можно более тонкий слой. Этиленовые пластмассы обычно следует вальцевать не более 5 мин с тем, чтобы свести к минимуму изменения, вызываемые окислением и тепловыми изменениями.
Пресс-форму загружают материалом в количестве, достаточном для изготовления листа, полностью занимающего гнездо формы, и добавляют 2 - 10 % материала на грат. Материал в форме выравнивают, а затем покрывают листом чистой сухой фольги, на который кладут вторую опорную плиту. После этого всю сборку помещают между плитами пресса, заранее нагретыми до температуры, достаточно высокой для разжижения материала и для обеспечения хорошего слипания с алюминиевой фольгой. В зависимости от характеристик прессуемого материала плиты пресса могут быть нагреты до температуры от 150 до 180 °С. При низком давлении замыкание пресса должно обеспечивать хороший контакт между плитами пресса, опорными плитами формы и материалом. В таком положении пресс оставляют на 5 мин для разжижения материала. Затем прилагают давление, достаточное для получения гладкого листа без пустот, которое поддерживают в течение 5 мин.
После окончания прессования плиты пресса охлаждают с подходящей скоростью. После охлаждения формы до 50 °С или еще ниже ее вынимают из пресса и снимают опорные плиты, стараясь не повредить при этом алюминиевую фольгу, которая должна плотно прилегать к рамке и отпрессованному листу, быть гладкой и не иметь вмятин.
Если отпрессованный лист получился недостаточно гладким и имеет пустоты, его следует прессовать заново. В этом случае лист разрезают не менее чем на 4 части, которые загружают в форму, как указано ниже, и добавляют достаточное количество материала, лучше отвальцованного листа, на грат, который образовался при первом прессовании. Весь процесс прессования повторяют, как указано выше.
Сборку, состоящую из рамки, листа и приклеившейся фольги, затем помещают на тонкой плите на полку термошкафа с соответствующей температурой 140 - 145 °С для полиолефинов низкой плотности, 150 - 155 °С - для полиолефинов средней плотности и 155 - 175 °С - высокой плотности. Такие сборки можно ставить друг на друга, помещая между ними разделительные пластины. В этом случае с помощью термопар, расположенных соответствующим образом, следует проверить, может ли термошкаф прогреть все сборки до необходимой температуры в течение 1 ч.
После помещения сборок в термошкаф их прогревают при заданной температуре в течение не менее 1 ч. Затем в термошкафу их охлаждают с постоянной скоростью 50 °С/ч до температуры не выше 50 °С, при которой сборки можно вынимать из термошкафа и охлаждать в условиях лаборатории до стандартной лабораторной температуры 20 - 27 °С. После охлаждения фольгу сдирают и отпрессованный лист выдавливают из рамки. Затем из (отпрессованных таким путем) листов вырезают образцы для испытаний.
Некоторые этиленовые пластинки при медленном охлаждении становятся хрупкими, что делает их не пригодными для большинства испытаний, за исключением определения плотности.
3. Метод В (резкое охлаждение)
Листы изготовляют согласно методу 2, но после нагревания сборки в течение 1 ч в термошкафу при заданной температуре ее вынимают горячей из термошкафа, кладут на проволочный поднос и быстро погружают в баню с водой, температура которой должна быть 15 - 20 °С. Закаливание должно быть завершено в течение 30 с после удаления сборки из термошкафа, поэтому охлаждающий резервуар должен помещаться рядом. Кроме того, в баню следует погружать одновременно только одну сборку, если нет указаний на то, что охлаждение сразу нескольких сборок не будет влиять на результаты испытаний.
После 15-минутного погружения охлажденную сборку вынимают из бани, фольгу сдирают и лист выдавливают из рамки.
Из закаленных листов затем нарезают образцы для испытаний. Поскольку полиолефиновые пластики, закаленные таким путем, могут оказаться нестойкими, их следует испытывать только после определенного стандартизованного периода кондиционирования при комнатной температуре. Рекомендуется 18-часовой период.
4. Метод С (охлаждение в прессе)
За исключением указаний, приведенных ниже, лист прессуют в пресс-форме согласно инструкциям, приведенным в методе 2.
При подготовке сборки вместо алюминиевой фольги можно использовать целлофан или полиэфирную пленку без покрытия. Прежде чем поместить собранную пресс-форму в пресс, плиты последнего нагревают до температуры, необходимой для прессуемого материала (например, 180 °С для полиэтилена высокой плотности и 160 °С - для полиэтилена средней и низкой плотности). Затем лист прессуют согласно методу 2. После прессования листа при нагреве и давлении в течение 5 мин через плиты пресса пускают воду для охлаждения их пресс-формы со скоростью (16 ± 2) °С в минуту. Скорость охлаждения измеряют или непрерывно, или через интервалы не более 30 с с помощью термопар или термометров, расположенных в плитах пресса.
При использовании термометра его шарик должен быть обернут металлической проволокой для обеспечения хорошего контакта с плитой. Измеренную температуру вычерчивают на графике в зависимости от времени. Наклон прямой, проходящей через нанесенные точки, определяет скорость охлаждения. Скорость охлаждения контролируют в заданных пределах регулировкой потока воды, циркулирующей через плиты пресса.
После охлаждения плит пресса до температуры не выше 40 °С пресс-форму вынимают из пресса и в случае необходимости продолжают охлаждать в лабораторных условиях до стандартной лабораторной температуры 20 - 27 °С. Затем снимают опорные плиты и сдирают фольгу или пленку с листов. После этого, лист выдавливают из рамки и вырезают требуемые образцы для испытаний.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН ТК 230 «Пластмассы. Полимерные материалы. Методы их испытаний»
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 12.02.92 № 142
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 974-80 «Пластмассы. Метод определения температуры хрупкости при ударе» с дополнительными требованиями, отражающими потребности народного хозяйства
3. Срок первой проверки - 1997 г.
Периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 16782-83
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер раздела |
|
ГОСТ 12423-66 |
|
СОДЕРЖАНИЕ